Изобретение относится :к области обработки металлов .давлением, в частности ,к штам.пам для гибки концов П-образных деталей при сборке их с деталью типа пластин.
Известен штамп для гибки концов П-образной детали, содержащий верхнюю и нижнюю плиты, прижимной пуансон и два гибочных луансона, смонтиро ванные на нижней плите с возможностью возвратно-поступательного движения под действием клиньев, закрепленных на верхней плите.
Однако на известном штампе невозможно производить одно1Временную подгибку концов нескольких П-образных деталей при сборке их с деталью тина пластины.
Предлагаемый штамп для гибк1И отличается от известного тем, что, с целью обеспечения возможности одновременной гибки концов нескольких П-образных деталей при сборке их с деталью типа лластины, гибочные пуансоны выполнены в .виде прямозубых реек с зубцами, имеющими ш-иряну, превышающую ширину основания рейки, входящих одна с другой в зацепление с односторонним зазором, большим ширины П-образной детали.
выполненный в виде отдельных подпружиненных секций, установленных с минимальным зазором с гибочными нуансонами.
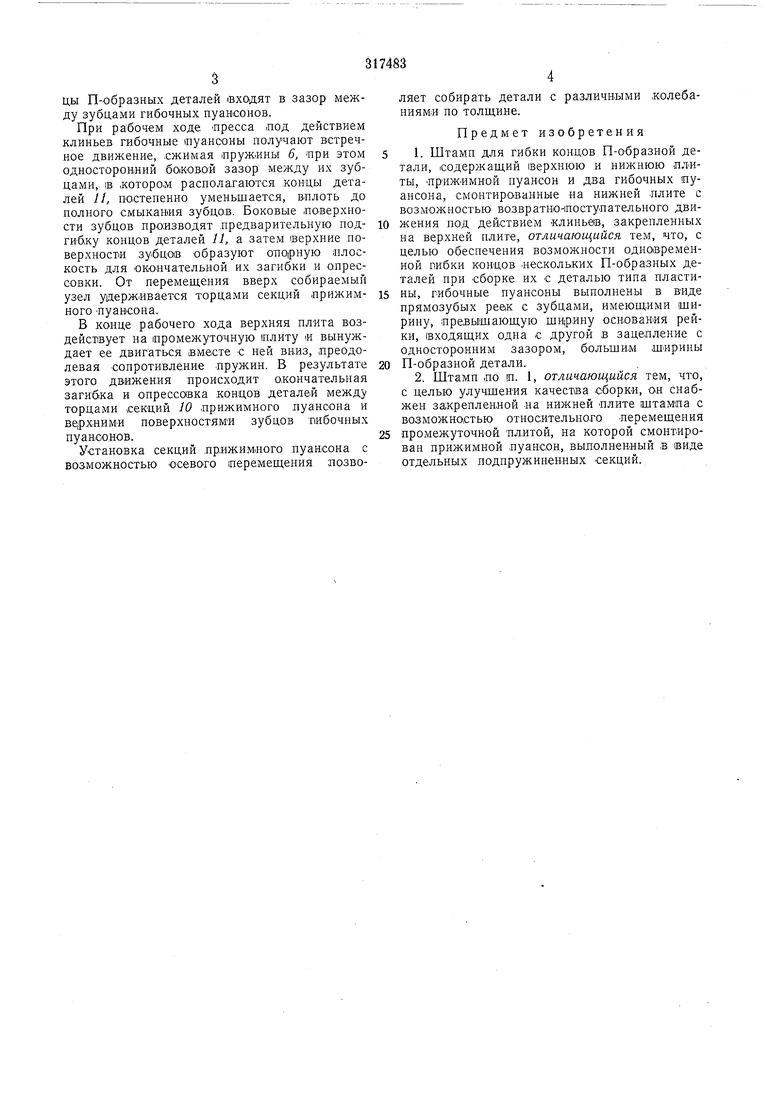
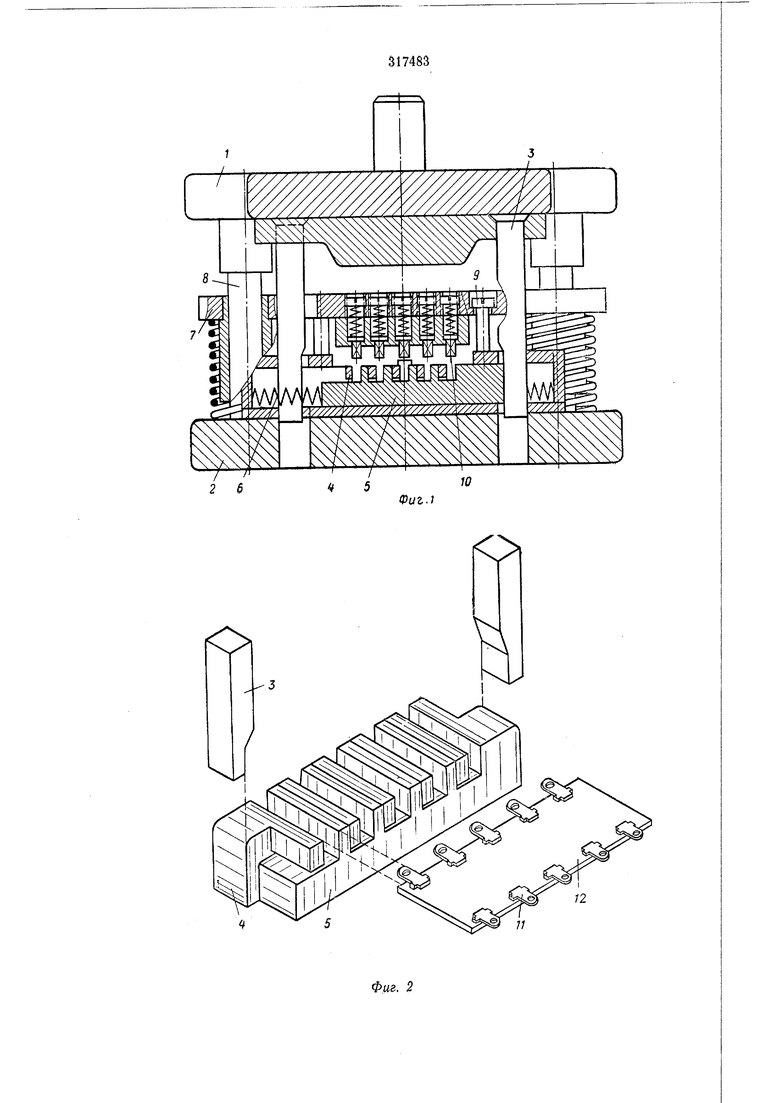
На фиг. 1 схематически изображен описываемый штамп, общий вид; на фиг. 2 - форма гибочных пуансонов; на фиг. 3-5 - принципиальная схема взаимного положения собираемых деталей и рабочего инструмента в процессе гибки-сборки.
Штамп содержит верхнюю / и нижнюю 2 плиты, два клина 3, закрепленных на верхней нлите, два гибочных пуансона 4 к 5, выполненных в виде входящих одна с другой в зацепление прямозубых реек, ширина зубцов
которых больше ширины рейки, перемещающихся под действием клиньев и возвращаемых в исходное полон ение .и 6.
Штамп содержит также промежуточную плиту 7, установленную ic возможностью перемещения на направляющих штампа 5, закрепленную на нижней плите посредством винтов 9. На промежуточной плите смонтирован прижимной пуансон, выполненный в виде отдельных подпружиненных секций 10.
Описываемый штамп работает следующим Образом. цы П-образных деталей входят в зазор между зубцами гибочных пуансонов. При рабочем ходе лресса под действием клиньев гибочные иуанеоны получают встречное движение, сжимая оруж.ины 6, при этом односторонний баковой зазор между их зубцами, IB ,которо,м располагаются .концы деталей 11, постепенно уменьшается, вплоть до полного смыкапия зубцов. Боковые .поверхности зубцов .производят .предварительную подгибку концов деталей 11, а затем верхние поверхности зубцов образуют опорную плоскость для окойчательпой их загибки и о.прессовки. От перемещения вверх собираемый узел удерживается торцами секций прижимного пуансона. В конце рабочего хода верхняя плита воздействует на промежуточную плиту « вынуждает ее двигаться вместе с ней вниз, преодолевая сопротивление пружин. В результате этого движения происходит окончательная загибка и опрессавка концов деталей между торцами секций 10 прижимного пуансона и ве|рхниМИ поверхностямИ зубцов пибочных пуаноо.нов. Установка секций .прижимного пуансона с возможностью осевого перемещения лозволяет собирать детали с различными колебаниями по толщине. Предмет изобретения 1. Штамп для гибки концов П-Образной детали, содержащий верхнюю и нижнюю плиты, прижимной пуансон и д.ва гибочных пуансона, смонтированные на нижней плите с возможностью во.звратно-1поступательного движения под действием клиньев, закрепленных на верхней плите, отличающийся тем, что, с целью обеспечения возможности одновременной пибки концов пескольких П-образных деталей при сборке их с деталью типа пластины, гибочные пуансоны выполнены в ви.де прямозубых peeiK с зубцам.и, имеющими ширииу, превышающую ши1р.ину основания рейки, (ВХОДЯЩИХ одна с другой в зацепление с односторонним зазором, большим ширины П-образной детали. 2. Штамп по |п. 1, отличающийся тем, что, с целью улучшения качества сборки, он снабжен закрепленной -на нижней плите штампа с возможностью относительного перемещения промежуточной пл.итой, на которой смонтирован прижимной пуансон, выполненный в виде отдельных подпружиненных секций.
/2
7/
| название | год | авторы | номер документа |
|---|---|---|---|
| Гибочный штамп | 1982 |
|
SU1110514A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЗАМКНУТОГО МЕТАЛЛИЧЕСКОГО ПРОФИЛЯ И ТЕХНОЛОГИЧЕСКИЙ КОМПЛЕКС ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2014 |
|
RU2581687C2 |
| Штамп совмещенного действия для гибки и обрезки деталей | 1988 |
|
SU1505647A1 |
| Штамп для гибки | 1979 |
|
SU845965A1 |
| Штамп для гибки скоб из прутковой заготовки | 1981 |
|
SU1015965A1 |
| Линия для подгибки кромок листов с двух сторон | 1989 |
|
SU1748902A1 |
| Штамп для изготовления изделий типа "петля | 1986 |
|
SU1368070A1 |
| Штамп для изготовления коушей | 1990 |
|
SU1738436A1 |
| Штамп для гибки деталей | 1990 |
|
SU1750790A1 |
| Штамп для гибки скоб из штучных заготовок | 1990 |
|
SU1807904A3 |
/
/ ///ХХ // X / / X /////Фиг.
