Изобретение относится к области станкостроения и может быть использовано для механизации вспомогательных процессов при токарной обработке тяжелых деталей.
Известны различные конструкции люнетов, используемых при обработке тяжелых изделий.
Цель изобретения - снижение трудоемкости установа тяжелых деталей в кулаки планшайбы станка.
Для этого люнет станка выполнен двил ущимся возвратно-поступательно по направляющим станка, для чего ои снабжен приводом подачи, например, винтовым. На оснащенных центрирующими элементами подвижных станках люнета закреплены захваты, типа клиновых. Между станками смонтирован рольганг, принимающий заготовку и снимающий готовую деталь со станка.
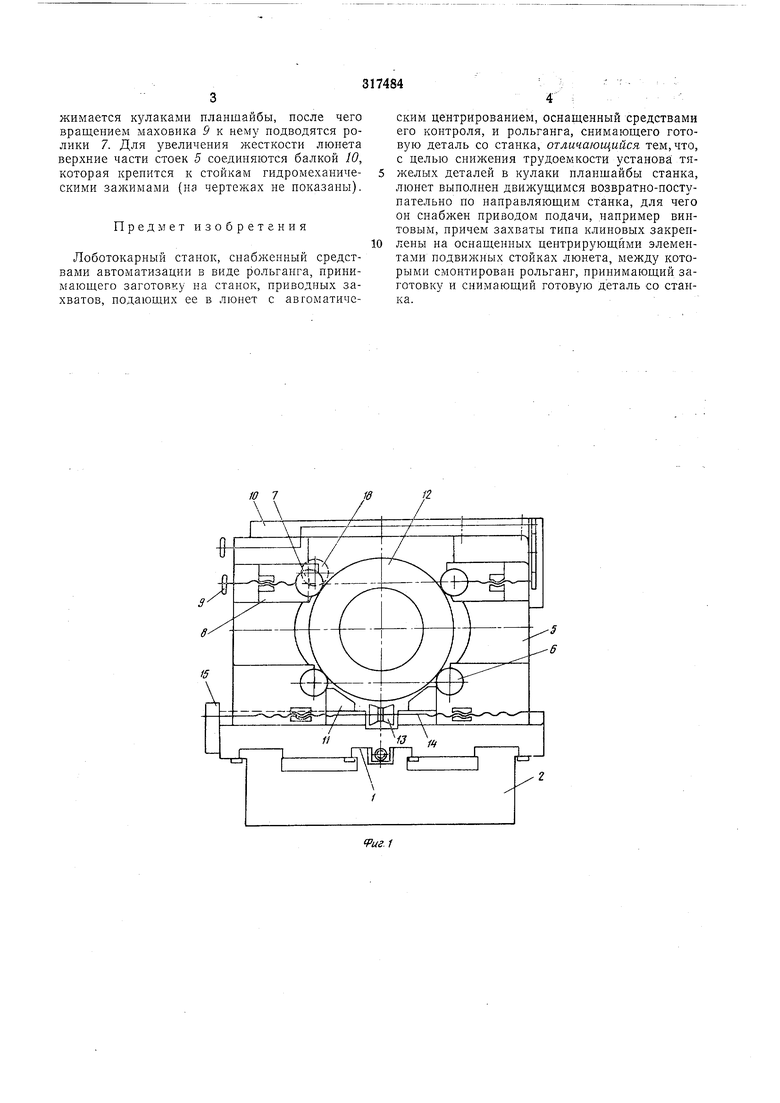
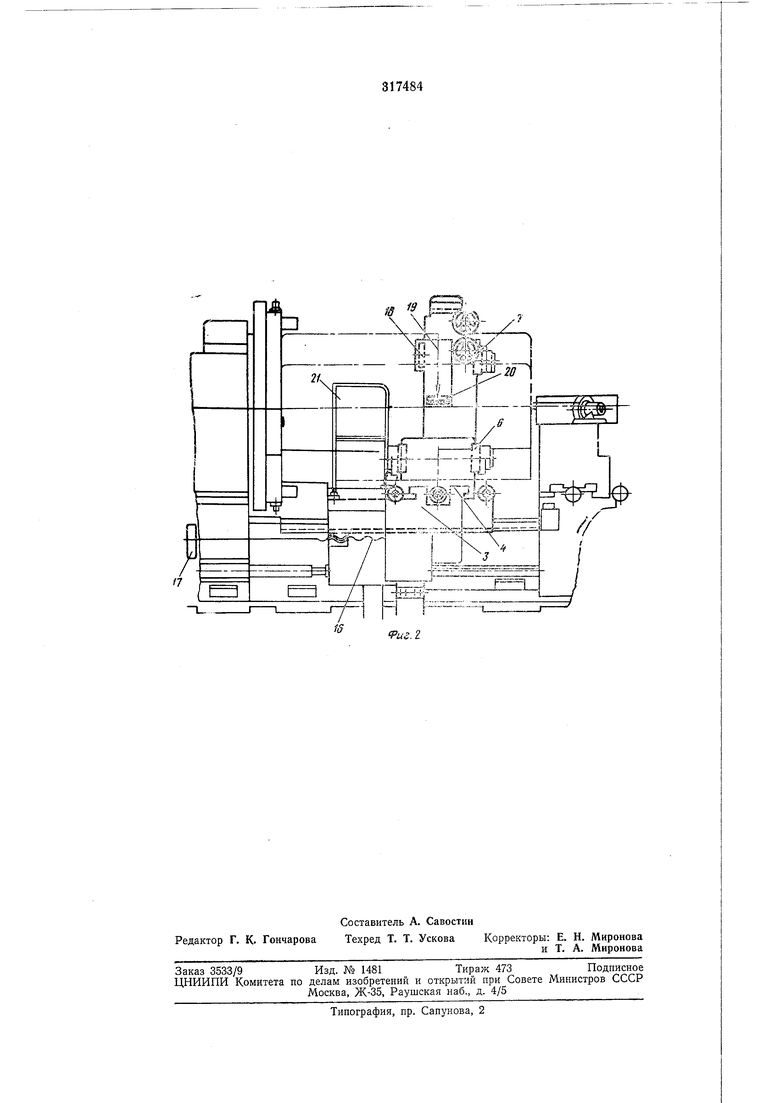
На фиг. 1 схематически изображен описываемый станок, вид сзади; на фиг. 2 - то же, вид сбоку.
На продольных направляющих / станины 2 станка установлена каретка 3, снабженная поперечными направляющими 4. На поперечных направляющих установлен люнет, выполненный в виде двух стоек 5. В нижней части каждой стойки установлены два опорных ролика 6, в верхней части - опорный ролик 7. Ролик 7 смонтирован на ползунках 8, приводимых в
движение винтовыми механизмами от маховиков 9. Верщииы стоек 5 связаны балкой 10 Нижние части стоек снабжены клиновыми захватами 11, иредназначенными для начального подъема обрабатываемого изделия 12 с рольганга 13, размещенного стойками люнета. Стойки могут перемещаться симмет ричпо относительно оси щпинделя станка винтовым механизмом 14, приводимым в движе
ние от редуктора 15. Каретка 3 перемещается вдоль направляющих / винтовым механизмом 16, приводимым в движение от редуктора 17 В одной из стоек подвижно установлен контрольный ролик 18, связанный рычагами ее
стрелкой 19 измерительного устройства, ука зывающего по щкале 20 точность центрирова НИИ изделия относительно оси шпинделя стан ка. Для удобства обслулсивания станка на ка ретке 3 установлен помост 21.
Изделие 12 подается к люнету по рольгангу 13, после чего винтовым механизмом 14 стой ки 5 перемещаются навстречу друг другу. Из делие снимается с рольганга клиновыми за хватами 11, а при дальиейщем сближение
стоек подхватывается роликами 6 и поднима ется ими до контакта с контрольным роликол 18. По отклонению стрелки 19 проверяете центрирование изделия на станке, после чегс винтовым механизмом 16 люнет с изделием пе жимается кулаками планшайбы, после чего вращением маховика 9 к нему подводятся ролики 7. Для увеличення жесткости люнета верхние части стоек 5 соединяются балкой 10, которая крепится к стойкам гидромеханическими зажимами {на чертежах не показаны). Предмет изобретения Лоботокарный станок, снабженный средствами автоматизации в виде рольганга, принимаюш,его заготовку на станок, приводных захватов, подающих ее в люнет с авгоматическим центрированием, оснащенный средствами его контроля, и рольганга, снимающего готовую деталь со станка, отличающийся тем, что, с целью снижения трудоемкости установи тяжелых деталей в кулаки планшайбы станка, люнет выполнен движущимся возвратно-поступательно по направляющим станка, для чего он снабжен приводом нодачи, например винтовым, причем захваты типа клиновых закреплены на оснащенных центрирующими элементами подвижных стойках люнета, между которыми смонтирован рольганг, принимающий заготовку и снимающий готовую деталь со станка.
| название | год | авторы | номер документа |
|---|---|---|---|
| ВЕРТИКАЛЬНО-ШЛИФОВАЛЬНЫЙ СТАНОКВСЕСОЮЗНАЯa^T?HlHO-HXu"iE:ifARБИБЛИОТЕКА | 1971 |
|
SU315570A1 |
| Отрезной станок для обработки вращающегося изделия | 1989 |
|
SU1763109A1 |
| СТАНОК ДЛЯ ЗАКАЛКИ ВАЛОВ | 1971 |
|
SU306176A1 |
| ТОКАРНО-ОБТОЧНОЙ СТАНОК | 1973 |
|
SU395183A1 |
| ВЕРТИКАЛЬНЫЙ ДАВИЛЬНЫЙ СТАНОК | 1969 |
|
SU243564A1 |
| Станок для закалки изделий с нагревом индукционными токами | 1980 |
|
SU899676A1 |
| Станок для закалки крупногабаритных деталей | 1985 |
|
SU1397503A1 |
| Неподвижный люнет | 1978 |
|
SU781009A1 |
| Глубокорасточный станок | 1990 |
|
SU1745428A1 |
| УСТРОЙСТВО ДЛЯ ГОФРИРОВАНИЯ ОБЕЧАЕК | 1996 |
|
RU2121406C1 |
fff 7
