Известны устройства для разъема прессформ и извлечения из них отформованного изделия, содержащие уноры, гидроцилнидр с иоршнем, шток которого снабжен захватами, узел регулировки расстояния между губками захвата и тележку с подвижной илитой.
С целью упрощения конструкции устройства и разъема сложных пресс-форм, и иуансон которых имеют выталкиватели, в нредложенном устройстве шток гидронилиндра вынолнеи полым с установленным внутри него стержнем, в верхней части которого размещены нружнна и норщеиь.
Кроме того, плита тележки снабжена заклал,иым сухарем и опорами, выиолненными в виде пружин, нижние витки которых унираются в дно углубления плиты, а иа верхних витках пружин установлены иодставки, например, цилиндрические.
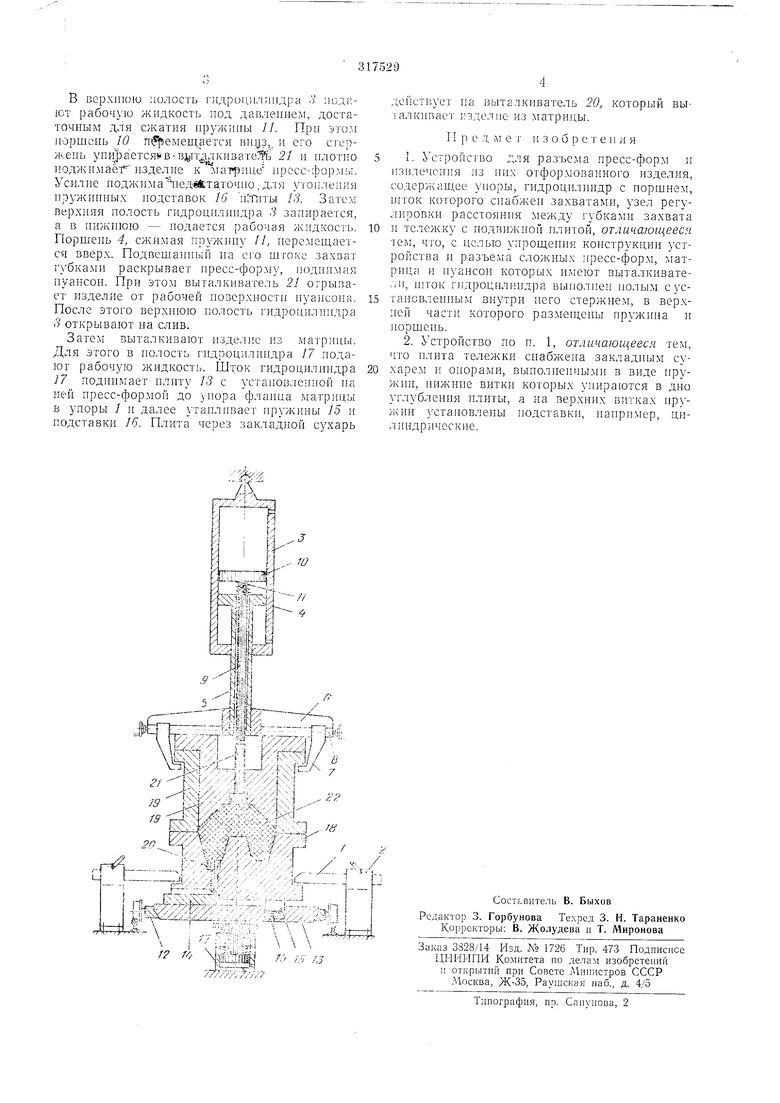
На чертеже изображено предложенное устройство.
Оно состоит из упоров /, смонтированных в кориусах 2, гидроцилиидра 3 с поршнем 4 и ИГРОКОМ 5, снабженным захватами 6.
Захват 6 снабжен губками 7 и узлом 8, регулирующим расстояние губками. Виутрн полого штока расположен стержень 9, нмеющнй норшень 10. Между нижней поверхностью поршня 10 н верхнай поверхностью
порншя -/ размен1ена пружина //, надетая на
CTL-ржень.
Около упоров / установлена тележка 12 с плитой /3. На последней расположены закладной сухарь 14 и подпружиненные оноры, выполненные в виде пружин 15 и подставок 16. Нод плитой размещен гидравлический цилиндр /7. На нлите установлена пресс-форма, состоящая из матрицы /8 н составного пуансона 1У, имеющих выталкиватели 20м 21. Виутрн рабочей поверхности пресс-формы размещено отформованное изделие 22.
Устройство работает следующим образом.
Пресс-форма со снятыми крепеж1п 1ми элемеитами вместе с тележкой 12 иодается (напршгер, с помощью гидравлического или пневматического устройства) иод захваты. Нижняя полость гидроцилиндра 3 открывается на слив, а в верхнюю полость подается рабочая жидкость под давлеиием, недостаточиым для сжатия пружины //. В результате поршни W и 4 перемещаются вниз до тех нор, пока захват не ляжет иа нуансон нресс-формы. Губки 7 сводятся до упора их в прессформу, а нередвижиые упоры / - до захвата ими матрицы. В пазы матрицы вводят закладной сухарь 14. Нресс-форма,нодготов.чена i разборке.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для литья под давлением роторов электродвигателей | 1973 |
|
SU553716A1 |
| Автоматический агрегат для производства изделий из термоактивных прессматериалов | 1958 |
|
SU129009A1 |
| Литьевой пресс для изготовления изделий из полимерных материалов | 1980 |
|
SU984399A3 |
| Устройство для перезарядки трехплитных пресс-форм | 1972 |
|
SU448142A1 |
| ПРЕСС-ФОРМА ДЛЯ ИЗГОТОВЛЕПИЯ ПОЛЫХ ИЗДЕЛИЙ | 1970 |
|
SU279027A1 |
| Пресс-автомат для калибрования изде-лий из МЕТАлличЕСКОгО пОРОшКА | 1979 |
|
SU846112A1 |
| Устройство для перезарядки пресс-форм вулканизационного пресса | 1970 |
|
SU332689A1 |
| Машина для литья под давлением | 1979 |
|
SU854574A1 |
| Установка для изготовления алмазных инструментов | 1975 |
|
SU552136A2 |
| Автомат для прессования пуговиц из термопластических таблеток | 1959 |
|
SU129327A1 |
