Pue.f
Изобретение относится к роторно-конве- йерным линиям для изготовления изделий из термопластов, в частности для изготовления многоцветных отливок из термопластичных материалов литьем под давлением
Цель изобретения - повышение производительности и упрощение конструкции.
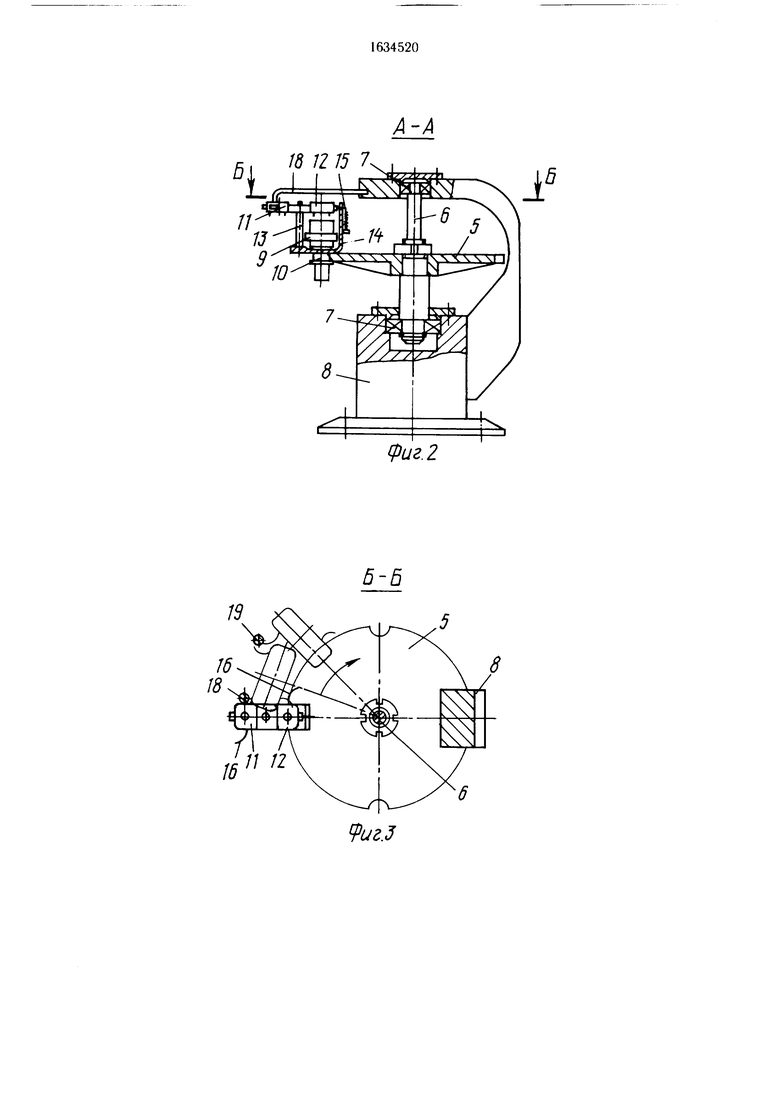
На фиг 1 показана принципиальная схема предлагаемой роторной линии; на фиг 2 - разрез А-А на фиг 1; на фиг. 3 - разрез Б-Б на фиг. 2; на фиг 4 - разрез В-В на фиг. 1
Роторная линия для изготовления многоцветных изделий состоит из литейных роторов начальной 1 и окончательной 2 формовки изделий, огибаемых замкнутой транспортирующей цепью 3, несущей литьевые формы 4, и отклоняющих звездочек 5, жестко закрепленных на валу 6, вращающемся в опорах качения 7 стойки 8.
Пуансоны 9 литейных форм 4 установлены во втулках 10 транспортирующей цепи 3, а совмещенные матрицы, состоящие из двух полуматриц начальной 11 и окончательной 12 формовки изделия, установлены с возможностью поворота на штырях 13, жестко закрепленных на пластинах 14 цепи 3, и зафиксированы пружинными фиксаторами 15 Полу матрицы снабжены упорами 16 и направляющими штырями 17 для точного совмещения с пуансонами
На стойке 8 отклоняющей звездочки 5 жестко закреплены упоры 18 и 19. Каждый литейный ротор (1 и 2) оснащен ин- жекционным узлом 20 с нагревательными элементами (не показаны), распределительным устройством 21 с соплами 22 и нагревательными элементами (не показаны), узлами 23 смыкания матриц и пуансонов литьевых форм 4, плоским гидрораспределителем 24 и коллектором 25 На центральном валу 26 ротора, вращающемся в опорах 27 и 28 качения, установленных в плитах станины 29 роторной линии, смонтированы также приводная шестерня 30 и звездочка 31 транспортирующей цепи 3.
Роторная линия для изготовления многоцветных изделий работает следующим образом
При вращении литейных роторов 1 и 2 транспортирующая цепь 3, несущая литьевые формы 4, огибает их. При этом на литейном роторе 1 узлами 23 смыкания смыкаются пуансоны 9 с полуматрицами 11
начальной формовки изделия. По мере поворота ротора расплавленный материал ин- жекцнонным узлом 20 через распределительное устройство 21 и сопло 22. подает ся в форму и к моменту раскрытия формы застывает в ней Формуется начальная одноцветная члеть изделия, которая после раскрытия формы остается в пуансоне 9 Раскрытие формы происходит в момент выхода цепи 3 с ротора 1
Транспортирующая цепь 3, перемещаясь к литейному ротору 2, огибает отклоняющую звездочку 5. При этом на матрицы литьевых форм 4 последовательно воздействуют упоры 18 и 19, закрепленные
на стойке 8 отклоняющей звездочки, и поворачивают их на 180° (последовательность поворота показана на фиг. 3 тонкими линиями). После поворота матрицы с пуансоном 9 литейной формы совмещается по„ луматрица 12 окончательной формовки изделия.
При входе литьевой формы 4 в зону действия устройств литейного ротора 2 пуансон 9 смыкается с полуматрицей 12, формообразующая часть которой накрывает отли5 тую и находящуюся в пуансоне начальную часть изделия
Работа литейного ротора 2 аналогична описанной работе ротора 1 После выхода литьевой формы с ротора 2 окончательно оформленная двухцветная деталь при
0 помощи выталкивателей (не показаны), предусмотренных в конструкции литьевой формы, выталкивается из пуансона и сдувается в приемный лоток (не показан)
35
Формула изобретения
Роторная линия для изготовления многоцветных изделий, содержащая инжекцион- ные узлы, литьевые формы, два литейных ротора с механизмами смыкания литьевых
форм, установленных на транспортирующей цепи, огибающей роторы, и отклоняющие звездочки, отличающаяся тем, что, с целью повышения производительности и упрощения конструкции, инжекционные узлы смонтированы на литейных роторах, пуансоны и матрицы литьевых форм установлены на одной цепи, а матрицы выполнены совмещенными для начальной и окончательной формовки изделия и установлены с возможностью поворота в процессе перемещения литьевых форм от упоров, жестко
закрепленных на отклоняющих звездочках.
А-А
| название | год | авторы | номер документа |
|---|---|---|---|
| Роторная линия для изготовления многоцветных изделий | 1989 |
|
SU1634519A1 |
| ЛИТЬЕВАЯ МАШИНА ДЛЯ ИЗГОТОВЛЕНИЯ МНОГОЦВЕТТТБТХИЗДЕЛИЙ | 1971 |
|
SU318482A1 |
| Роторно-конвейерная линия для литья деталей из термопластичных материалов | 1989 |
|
SU1680540A1 |
| Роторная машина для литья изделий из термопластов | 1990 |
|
SU1763222A1 |
| Литьевая форма для изготовления полимерных изделий | 1990 |
|
SU1763223A1 |
| Роторный термопластпресс-автомат | 1988 |
|
SU1666323A1 |
| Роторная литьевая машина для термопластов | 1990 |
|
SU1722854A1 |
| Роторно-конвейерная машина для изготовления полимерных изделий | 1988 |
|
SU1577995A1 |
| Литьевая машина для пластмасс | 1987 |
|
SU1694406A1 |
| Способ формования изделий, усиленных каркасом из непрерывного волокна | 2020 |
|
RU2738650C1 |

Изобретение относится к роторно-кон- вейерным линиям для изготовления изделий из термопластов, в частности для изготовления многоцветных отливок из термопластов методом литья под давлением Цель изобретения - повышение производительности и упрощение конструкции Для этого в литьевой машине для изготовления многоцветных изделий, содержащей инжекционные узлы, литьевые формы 4, два литейных ротора 1 и 2 с механизмами смыкания литьевых форм, установленных на транспортирующей цепи 3, и отклоняющие звездочки 5, инжекционные узлы смонтированы на литейных роторах. Пуансоны и матрицы литьевых форм установлены на одной цепи. Матрицы выполнены совмещенными для начальной и окончательной формовки изделия и установлены с возможностью поворота в процессе перемещения литьевых форм от упоров, жестко закрепленных на отклоняющих звездочках. 4 ил. Ј
Id 12 15 7
16
фиг. 2
ФигЗ
25
ФигЬ
| Завгородний В | |||
| К | |||
| Механизация и автоматизация переработки пластических масс | |||
| М.: Машиностроение, 1970, с | |||
| Железнодорожный снегоочиститель | 1920 |
|
SU264A1 |
| ЛИТЬЕВАЯ МАШИНА ДЛЯ ИЗГОТОВЛЕНИЯ МНОГОЦВЕТТТБТХИЗДЕЛИЙ | 0 |
|
SU318482A1 |
| Солесос | 1922 |
|
SU29A1 |
