Фиг.1
Изобретение относится к роторно-конве- йерным линиям для изготовления изделий из термопластов методом литья под давлением
Цель изобретения - сокращение количества операционных роторов и производственных площадей
На фиг 1 показана принципиальная схема предлагаемой роторной линии; на фиг 2 - разрез А-А на фиг 1, на фиг 3 - разрез Б-Б на фиг 2, на фиг 4 - разрез В-В на фиг 1
Роторная линия для изготовления многоцветных изделий состоит из литьевого ротора 1, имеющего четное число рабочих позиций, огибаемого транспортирующей цепью 2, несущей нечетное количество литьевых форм 3, и отклоняющей звездочки 4, жестко закрепленной на валу 5, вращающимся в опорах 6 стойки 7
Пуансоны 8 литьевых форм 3 установлены во втулках 9 транспортирующей це пи 2, а совмещенные матрицы, состоящие ич двух полуматриц, соответствующих начальной 10 и окончательной формовке изделия, установлены с возможностью поворота на штырях 12, жестко закрепленных на пластинах 13 цепи 2, и зафиксированы пружинными фиксаторами 14. Полуматрицы снабжены упорами 15 и направляющими штырями 16 для точного совмещения с пуансонами На стойке 7 отклоняющей звездочки 4 жестко закреплены упоры 17 и 18
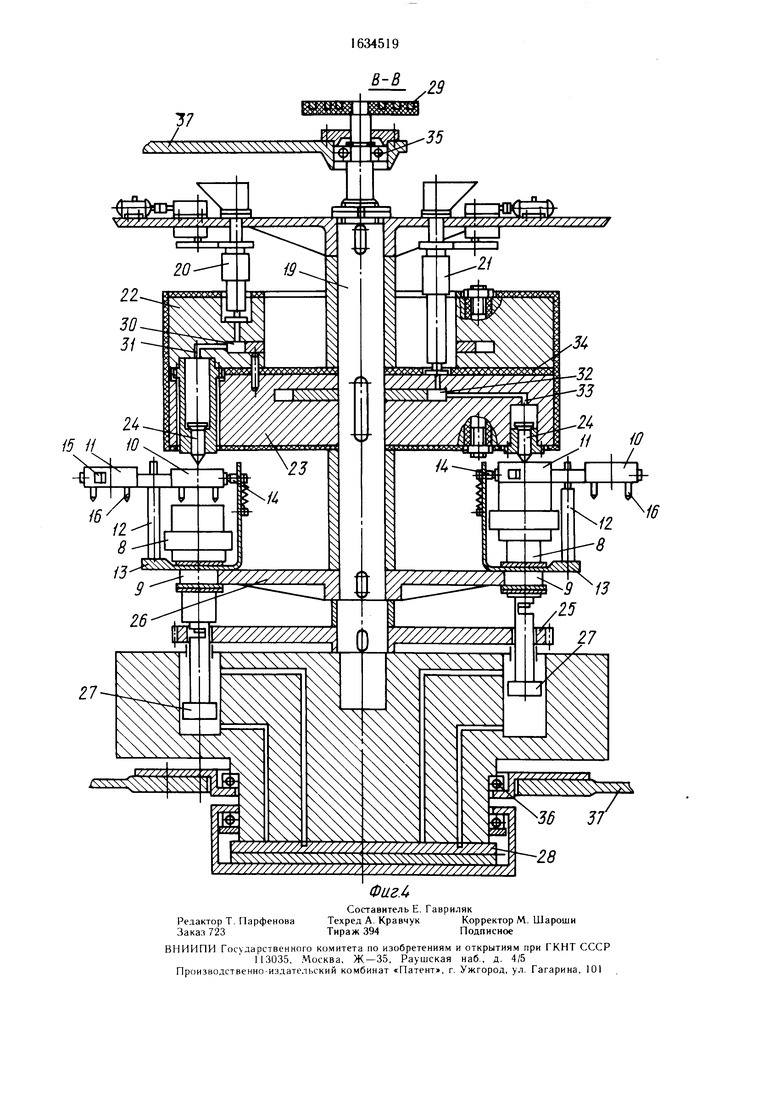
На центральном валу 19 литейного ротора 1 жестко закреплены инжекционные узлы 20 и 21, которые оснащены нагревательными элементами (не показаны) и предназначены для пластикации полимерного материала разного цвета, распределительные устройства 22 и 23 с соплами 24 и нагревательными элементами (не показаны), приводная шестерня 25 и звездочка 26 транспортирующей цепи 2 Литейный ротор оснащен также узлами 27 смыкания матриц и пуансонов литьевых форм 3, плоским гидрораспределителем 28 и коллектором 29
Инжекционный узел 20 нагнетает жидкий пластический материал в коллектор 30 распределительного устройства 22, который связан каналами 31 с соплами 24 всех нечетных рабочих позиций литейного ротора Инжекционный узел 21 нагнетает жидкой пластический материал в коллектор 32 распределительного устройства 23, который связан каналами 33 с соплами 24 всех четных рабочих позиций литейного ротора
Нагревательные элементы распределительных устройств (не показаны) поддерживают температуру в них и жидкого пластического материала, проходящего по его каналам, постоянной Так как рабочая температура пластического материала в каждом распределительном устройстве различ
на, последние, для исключения взаимного влияния, разделены теплоизоляционным конструкционным материалом 34. Центральный вал 19 вращается в опорах 35 и 36
качения, установленых в плитах станины 37 роторной линии
Роторная линия для изготовления многоцветных изделий работает следующим образом.
При вращении литейного ротора 1 каждая литьевая форма 3, транспортируемая цепью 2, проходит его дважды. При первом проходе литьевой формой 3 литейно го ротора 1 она попадает на нечетную рабочую позицию ротора, и в нее подается материал одного цвета от инжекци- онного узла 20 При втором проходе литьевой формой 3 литейного ротора, благодаря нечетному количеству звеньев транспортирующей цепи 2, эта литьевая форма уже попадает на четную позицию литейного ротора, где в нее подается уже материал другого цвета от инжекционного узла 21 После второго прохода литейного ротора полностью отлитая деталь на участке между литейным ротором 1 и отклоняющей звез5 дочкой 4 любым известным способом (воздействием на выталкиватели формы 3 копира, электромагнита и т д) выталкивается из формы и сдувается в бункер
На литейном роторе I узлами 27 смыкания происходит смыкание пуансонов 8 с
0 полуматрицами 10 начальной формовки из делия на нечетных позициях ротора, и пуансонов 8 с полуматрицами 11 окончательной формовки изделия на четных позициях ротора По мере поворота расплавленный материал инжекционным узлом 20 через рас5 пределительное устройство 22 и сопло 24 подается в формы нечетных позиций и к моменту раскрытия формы застывает в них Формируется начальная одноцветная часть изделия, которая после раскрытия форм
Q остается в пуансонах 8 Аналогично в формы четных позиций ротора инжекционным узлом 21 через распределительное устройство 23 и сопла 24 подается расплавленный материал окончательной формовки изделия После раскрытия формы отформо
5 ванное изделие остается в пуансоне и описанным способом удаляется из него
Раскрытие формы происходит в момент выхода цепи 2 с ротора 1
Транспортирующая цепь 2, перемещаясь от литейного ротора 1, огибает отклоняю0 щую звездочку 4 При этом на матрицы литьевых форм 3 последовательно воздействуют упоры 17 и 18, закрепленные на стойке 7 отклоняющей звездочки, и поворачивают их на 180° Последовательность пово рота показана на фиг 3 тонкими линиями После поворота матрицы с пуансоном 8 литьевых форм, приходящих на нечетные позиции ротора 1, совмещается полуматрица 10 начальной формовки изделия, а с пуансоном 8
литьевых форм, приходящих на четные позиции ротора 1, совмещается полуматрица 11 окончательной формовки изделия, формообразующая часть которой при смыкании накрывает отлитую и находящуюся в пуансоне начальную часть изделия.
Формула изобретения
Роторная линия для изготовления многоцветных изделий, содержащая инжекм .он- ные узлы, литейный ротор, огибаемый транспортирующей цепью с установленными литьевыми формами, и отклоняющие звездочки, отличающаяся тем, что, с целью сокращения количества операционных роторов и про нзводственных площадей, литейный рогор снабжен двумя распределительными а ройствами и двумя инжекционными узлами. установленными на роторе, пуансоны и мат рицы литьевых форм расположены на од ной транспортирующей цепи, а матрицы вы полнены совмещенными для начальной и окончательной формовки изделия и установлены с возможностью поворота в про цессе перемещения литьевых форм от упоров, жестко закрепленных на отклоняющей звездочке, при этом на транспортирующей цепи установлено нечетное количество литьевых форм, а литейный ротор имеет четное число рабочих позиций

| название | год | авторы | номер документа |
|---|---|---|---|
| Роторная линия для изготовления многоцветных изделий | 1989 |
|
SU1634520A1 |
| ЛИТЬЕВАЯ МАШИНА ДЛЯ ИЗГОТОВЛЕНИЯ МНОГОЦВЕТТТБТХИЗДЕЛИЙ | 1971 |
|
SU318482A1 |
| Устройство для герметизации секций конденсаторов | 1980 |
|
SU868851A1 |
| Роторно-конвейерная линия для литья деталей из термопластичных материалов | 1989 |
|
SU1680540A1 |
| Литьевая машина для пластмасс | 1990 |
|
SU1713822A1 |
| Литьевая машина для пластмасс | 1976 |
|
SU695834A1 |
| Роторная машина для литья изделий из термопластов | 1990 |
|
SU1763222A1 |
| Роторная литьевая машина для термопластов | 1990 |
|
SU1722854A1 |
| Литьевая машина для пластмасс | 1987 |
|
SU1694406A1 |
| Роторный термопластпресс-автомат | 1988 |
|
SU1666323A1 |
Изобретение относится к роторно-кон- вейерным линиям для изготовления изделий из термопластов методом литья под давлением. Целью изобретения является сокращение количества операционных роторов и производственных площадей. Для этого в роторной линии, содержащей инжекционные узлы, литейный ротор 1 с четным числом рабочих позиций, огибаемый транспортирующей цепью 2, несущей нечетное количест- во литьевых форм 3, и отклоняющие звездочки 4, литейный ротор I снабжен двумя распределительными устройствами и двумя инжекционными узлами. Пуансоны и матрицы установлены на одной транспортирующей цепи. Матрицы выполнены совмещенными для начальной и окончательной фор мовки изделия и установлены с возмож- ностью поворота в процессе перемещения литьевых форм- от упоров, жестко закрепленных на отклоняющей звездочке. 4 ил.
Л Ю // #
II /U I «/
Ч /./ / /CV
1 ft / ,/
фиг.З
37
Фиг.4
| Завгородний В | |||
| К, Механизация и автоматизация переработки пластических масс | |||
| М.: Машиностроение, 1970, с | |||
| Железнодорожный снегоочиститель | 1920 |
|
SU264A1 |
| ЛИТЬЕВАЯ МАШИНА ДЛЯ ИЗГОТОВЛЕНИЯ МНОГОЦВЕТТТБТХИЗДЕЛИЙ | 0 |
|
SU318482A1 |
| Солесос | 1922 |
|
SU29A1 |
