Известна конвейерная линия для воздушно-водного твердения асбестоцементных труб, содержащая роликовый транспортер для воздушной обработки, заключенные в камеру цепные транспортеры для водной обработки, наклонные конвейерные перегружатели и перегрузочные столы.
Цель изобретения - уменьшить бой и повысить упорядочепнность укладки труб при их транспортировке.
Достигается это тем, что каждый перегрузочный стол линии выполнен с рычагом, электрически связанным с приводом установленного за ним цепного транспортера, а примыкающая к последнему часть стола наклонена под углом 45-88° к горизонту.
При этом в камерах с цепным транспортером для водной обработки установлены душирующие насадки.
На чертеже изображена описываемая конвейерная линия, общий вид.
Конвейерная линия состоит из роликового транспортера / с вращающимися роликами длиной несколько большей длины трубы, перегрузочной плоскости 2, перегружателя 3, наклонного перегрузочного стола 4 с углом наклона верхней плоскости 5-10°, а нижней - от 45 до 88°, снабженного рычагом 5 с противовесом, цепного транспортера 6, перегружателя 7, перегрузочной плоскости 8,
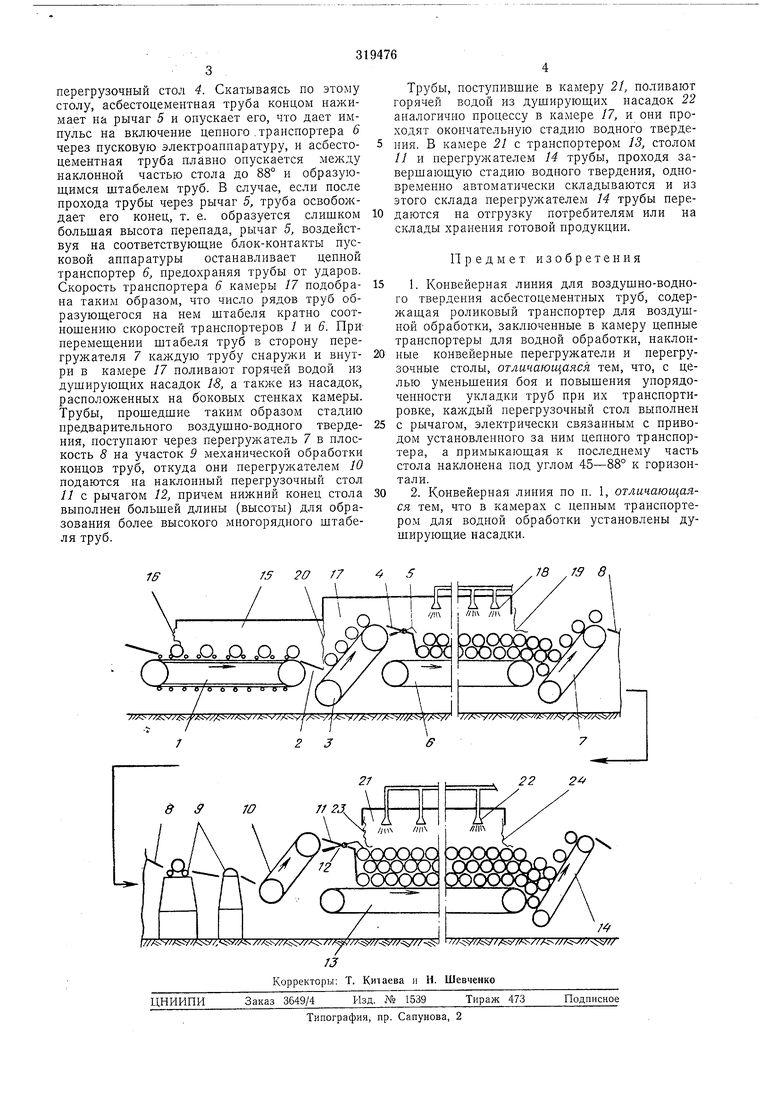
участка 9 механической обработки концов трубы, перегружателя 10, наклонного перегрузочного стола 11, снабженного рычагом 12, цепного транспортера 13 и перегружателя 14. Роликовый транспортер / размещен в тепловой отапливаемой камере 15, отделяемой от внешней среды гибкой тепловой завесой 16 и примыкающей к тепловой камере 17, которая накрывает перегружатель 3 и цепной транспортер 6. В тепловой камере 17 по внутренней ее поверхности с боков и на потолке установлены душирующие насадки 18 для подачи горячей воды, и она отделена от внещней среды гибкой тепловой завесой 19, а от камеры 15 - гибкой тепловой завесой 20. Цепной транспортер 13 накрыт тепловой камерой 21 с душирующими насадками 22 для горячей воды, которая отделена от виещней среды гибкими тепловыми завесами 23 и 24.
Свежесформованная асбестоцементная труба поступает на свободный конец роликового транспортера / и из нее извлекается металлическая скалка. Каждая труба, вращаясь вокруг своей оси, за счет вращения роликов
транспортера / перемещается в течение нескольких часов в направлении перегружателя 3. За это время обеспечивается воздушное твердение труб, после которого трубы скатываются по перегрузочной плоскости 2 и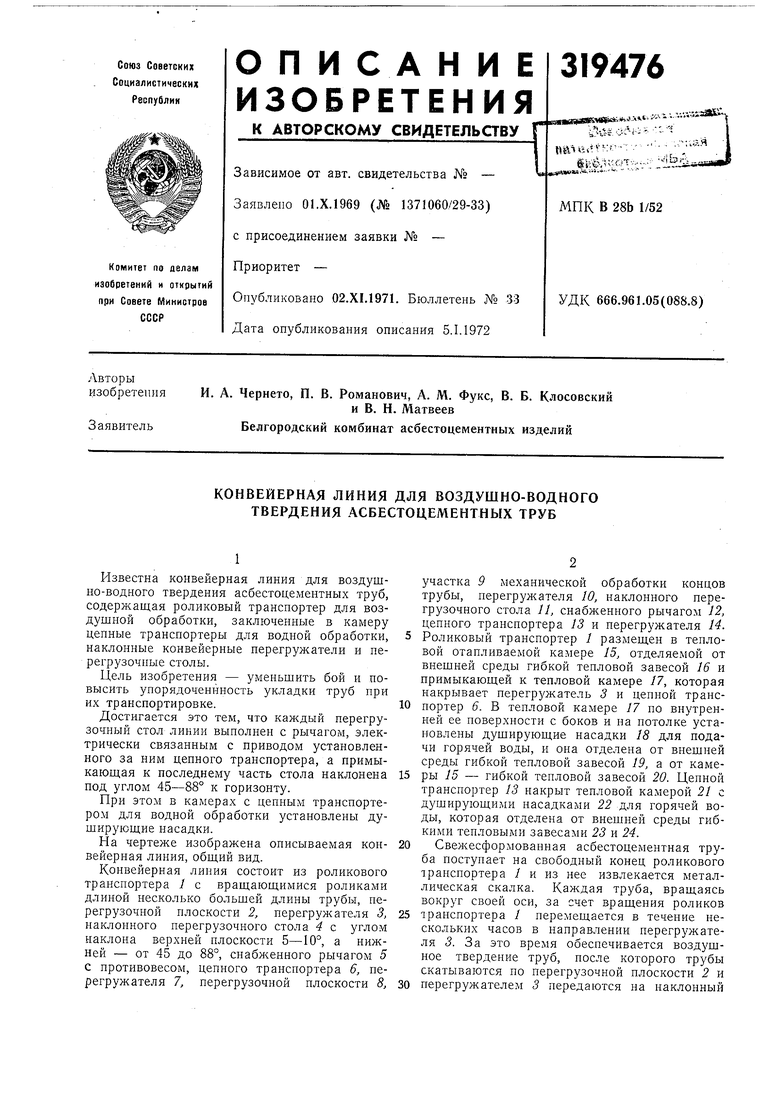
| название | год | авторы | номер документа |
|---|---|---|---|
| Конвейерная линия твердения асбестоцементных труб | 1977 |
|
SU698759A1 |
| Конвейерная линия для изготовления листовых асбестоцементных изделий | 1980 |
|
SU982924A1 |
| АВТОМАТИЧЕСКАЯ ЛИНИЯ ДЛЯ ПРОИЗВОДСТВА ВОЛОКНИСТЬ!Х ТРУБ | 1971 |
|
SU294742A1 |
| УСТАНОВКА ДЛЯ НАКАТА РЕЗЬБЫ НА ТРУБЕ И ЕЕ ОТРЕЗКИ | 1970 |
|
SU276779A1 |
| АВТОМАТИЗИРОВАННАЯ ТРАНСПОРТНО-СКЛАДСКАЯ СИСТЕМА ДЛЯ КОЛЕСНЫХ ШИН | 1990 |
|
RU2013327C1 |
| Автоматическая линия для обработки деталей типа валов | 1983 |
|
SU1175672A1 |
| Технологическая линия для изготовления строительных изделий | 1986 |
|
SU1426801A1 |
| ТЕХНОЛОГИЧЕСКАЯ ЛИНИЯ ПРОИЗВОДСТВА | 1967 |
|
SU197934A1 |
| Агрегат для малоокислительного нагрева | 1968 |
|
SU448911A1 |
| Конвейер камеры твердения профильных листовых изделий | 1978 |
|
SU674911A1 |
