Известны устройства для обработки двух деталей, базируемых с помощью опорных ножей и приводимых во вращение металлическими ведущими роликами, имеющими одинаковую скорость вращения.
Предлагаемое устройство отличается от известных тем, что ведущие ролики снабжены кольцевыми канавками, обеспечивающими требуемую жесткость, и выполнены разного диаметра, а опорные ножи расположены под разными углами к линии центров и имеют заданную жесткость в радиальном направлении.
Это обеспечивает одновременную обработку двух различных деталей, например наружного и внутреннего колец подшипника.
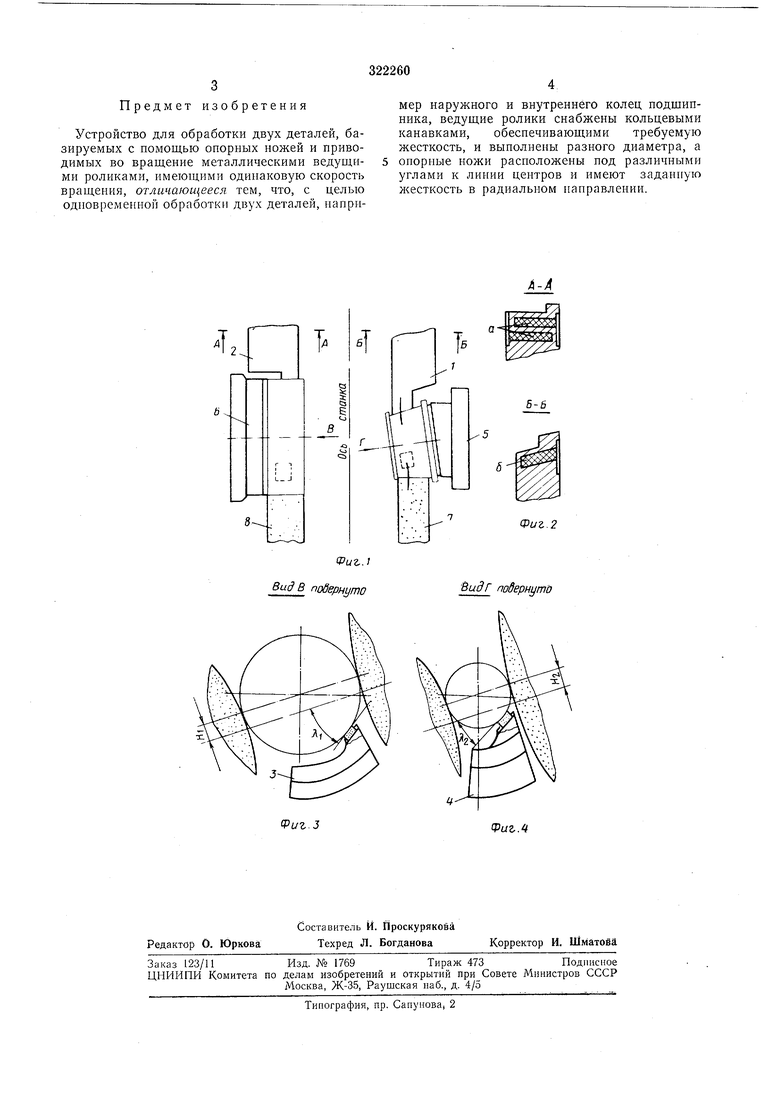
Па фиг. 1 изображено нредлагаемое устройство, вид сверху; на фиг. 2 - сечения по Л-Л и Б-Б на фиг. 1; на фиг. 3 - вид но стрелке В на фпг. 1; на фиг. 4 - внд по стрелке Г на фиг. 1.
Устройство состоит из конического ведущего ролика /, цилиндрического ведущего ролика 2, опорных ножей 3 и 4, торцовых опор 5 н 6.
Металлические ведущие ролики 1 и 2 нмеют неравный диаметр и различный профиль канавок а н б с нагюлинтелем при одинаковой скорости вращения.
соту изделия над линией центров на каждон нозиции раздельно. Сечения ножей в плоскости, перпендикулярной к базирующей поверхпости, различны. Шпипдель ведущих роликов
имеет поворот в вертикальиой плоскости, который обеспечивает ноджим цилиндрической детали к торцовой опоре 5. Шлифовальные круги 7 и 8 могут иметь неравные диаметры; соответственно проектнруется коппрпая снстсма прибора правкн.
При одновременной обработке наружного и внутреннего колец подщинника базирующие поверхности опорных пожей устанавлнваются
под разными углами к линии центров .i и Ла станка, а ось изделия имет иеравное нревыщение над линией центров HI и Н. При подаче щлифовальпой бабки, на шпинделе которой установлены оба щлифовальных круга, неравные усилия нрижима шлифовальных кругов к детали на рабочих нозициях, на которых обрабатываются наружное и внутреннее кольца, обеснечиваются за счет отлнчающнхся жесткостей ведущнх роликов и за счет разлнчных углов наклона базирующих плоскостей ножей к линии цептров н иревышеннй осн нзделия над лннией центров .i, ч, HI, 2Разлнчные велнчины подач па оборот детали обеспечиваются за счет неравных днаметров
Предмет изобретения
Устройство для обработки двух деталей, базируемых с помощью опорных ножей и приводимых во вращение металлическими ведущими роликами, имеющими одинаковую скорость вращения, отличающееся тем, что, с целью одновременной обработки двух деталей, например наружного и внутреннего колец подшипника, ведущие ролики снабжены кольцевыми канавками, обеспечивающими требуемую жесткость, и выполнены разного диаметра, а опорные ножи расположены под различными углами к линии центров и имеют заданную л есткость в радиальном направленин.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для бесцентрового шлифования ступенчатых валов | 1981 |
|
SU963814A1 |
| Станок для шлифования плоских поверхностей деталей | 1988 |
|
SU1602710A1 |
| Способ бесцентрового многопозиционного шлифования и устройство для его осуществления | 1986 |
|
SU1393597A1 |
| КРУГЛОШЛИФОВАЛЬНЫЙ СТАНОК | 2018 |
|
RU2697533C1 |
| Устройство для бесцентрового шлифования | 1981 |
|
SU1000239A1 |
| Способ бесцентрового многопроходного шлифования наружной цилиндрической поверхности колец | 1982 |
|
SU1097479A1 |
| Способ шлифования цилиндрической детали | 1986 |
|
SU1404276A1 |
| УСТРОЙСТВО ДЛЯ ШЛИФОВАНИЯ ШЕЕК И ТОРЦОВ ТЯЖЕЛЫХ ДЕТАЛЕЙ, ТИПА ВАГОННЫХ ОСЕЙ | 1965 |
|
SU215754A1 |
| СПОСОБ МЕХАНИЧЕСКОЙ ОБРАБОТКИ ТРУБ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2004 |
|
RU2288076C2 |
| Способ бесцентрового шлифования | 1987 |
|
SU1516317A1 |
6-6
Фиг.2
(Риг. В подернуто
ВидГ повернуто
