Известны сиособы регулирования толщины и профиля проката, в которых геометрия межвалкового раствора корректируется противоизгибом прокатных валков как функция поперечной и продольной разнотолщинности полосы после ее выхода из плети прокатного стана.
Предложенный способ отличается от известного тем, что прокатные валки изготавливают из магнитострикционного материала, например из сплава инвар, и пропускают через валки направленное магнитное поле перемен юй вдоль бочки валков регулируемой интенсивности.
Это позволяет повысить эффективность регулирования при одновременном снижения металлоемкости и упрощении обслуживания прокатной клети.
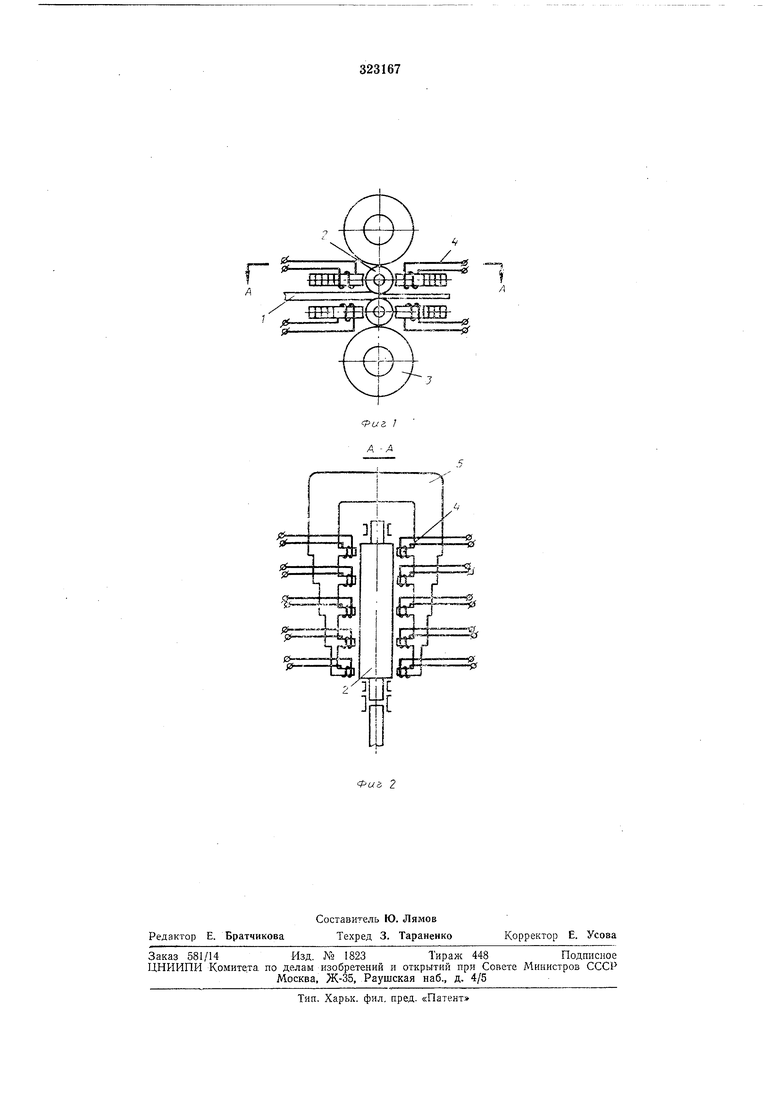
На фиг. 1 показана схема устройства, с помощью которого реализуется предложенный способ; на фиг. 2 - разрез по А-А на фиг. 1.
Прокатка полосы / осуществляется, например, па стане кварто с рабочими 2 и опорными 3 в алкаем и.
Рабочие 2 валки изготовлены из сплава инвар. Вдоль образующей бочки валков 2 установлен секционный индуктор 4, являющийся источником направленного вдоль оси прокатки магнитного поля. При этом каждая секция 4 смоптирована на общем ярме 5.
При отклонении профиля полосы от номинальных размеров, вызванном прогибом валков от давления прокатки, изменением калибровки валков, биением валков и т. п., изменяют интенсивность энергии направленного маг)итного поля соответствующей секции индуктора, вследствие чего меняется величина локальной деформации бочки валка.
Таким образом, изменением интенсивности энергии магнитного поля вдоль бочки валка регзлируется поперечное сечение полосы.
Регулирование продольной разнотолщинности полосы обеспечивается изменением магнитного потока индукторов во времени в функции отклонений толщины полосы от заданного размера.
Предмет изобретения
Способ регулирования толщины и профиля проката, включающий изменение профиля образующей бочки прокатны.х валков, отличающийся тем, что, с целью повыщепия эффективности регулирования, валки изготавливают из магнитострикционного материала, например из сплава инвар, и пропускают через валки направленное магнитное поле неременной вдоль бочки валков рег лируемой интенсивности.
Фб/г / А -А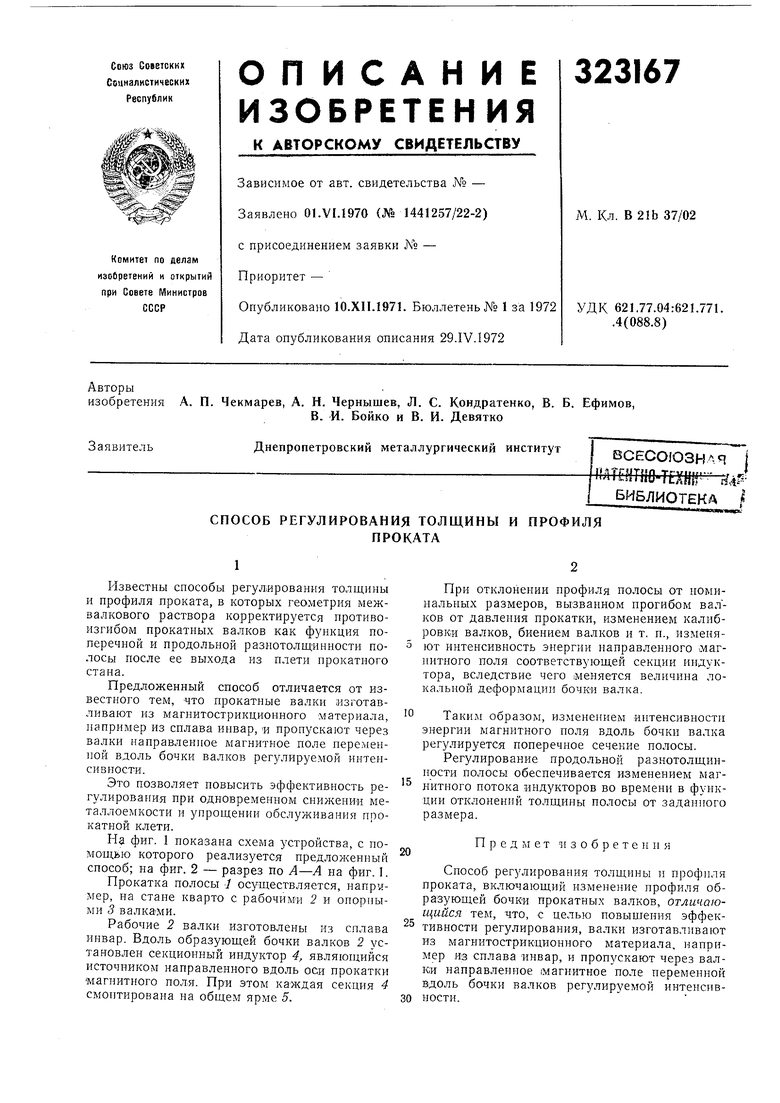
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПРОДОЛЬНОЙ ПРОКАТКИ И КЛЕТЬ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1998 |
|
RU2146971C1 |
| ПРОКАТНАЯ КЛЕТЬ | 1998 |
|
RU2138346C1 |
| СПОСОБ ПРОКАТКИ | 1998 |
|
RU2139153C1 |
| СПОСОБ ПРОКАТКИ, ПРОКАТНАЯ КЛЕТЬ И НАЖИМНОЕ УСТРОЙСТВО ПРОКАТНОЙ КЛЕТИ | 2001 |
|
RU2207925C2 |
| ПРОКАТНАЯ КЛЕТЬ | 1998 |
|
RU2141880C1 |
| Прокатный валок | 1981 |
|
SU1039598A1 |
| СПОСОБ УПРАВЛЕНИЯ ТЕПЛОВЫМ ПРОФИЛЕМ ВАЛКОВ ПРОКАТНОГО СТАНА | 1997 |
|
RU2115494C1 |
| СПОСОБ ПЛАСТИЧЕСКОЙ ДЕФОРМАЦИИ МЕТАЛЛОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2003 |
|
RU2310526C2 |
| Способ регулирования толщины полосы при прокатке | 1978 |
|
SU772635A1 |
| Прокатная клеть | 1990 |
|
SU1713697A1 |