Изобретение относится к области обработки металлов давлением, в частности к обработке сварных швов прокаткой.
Известен станок для прокатки сварных швов, содержаш,ий С-образную станину, на консолях которой расположены верхний, выполненный в виде ролика, и лижиий деформирующие элементы.
Эти станки предназначены для прокатки сквозных сварных швов.
С целью обеспечения прокатки изделий с .поперечными выступами в предложенном станке нижний деформируюпдий элемент выполнен в виде смежного ложемепта с соответствуюш.им прокатываемому участку профилем и смонтирован с возможностью перемеш:ения в направлении приложения усилия прокатки. Верхний деформируюший элемент закреплен на каретке, установленной с возможностью регулируемого возвратно-поступательного перемеш;ения вдоль прокатываемого шва.
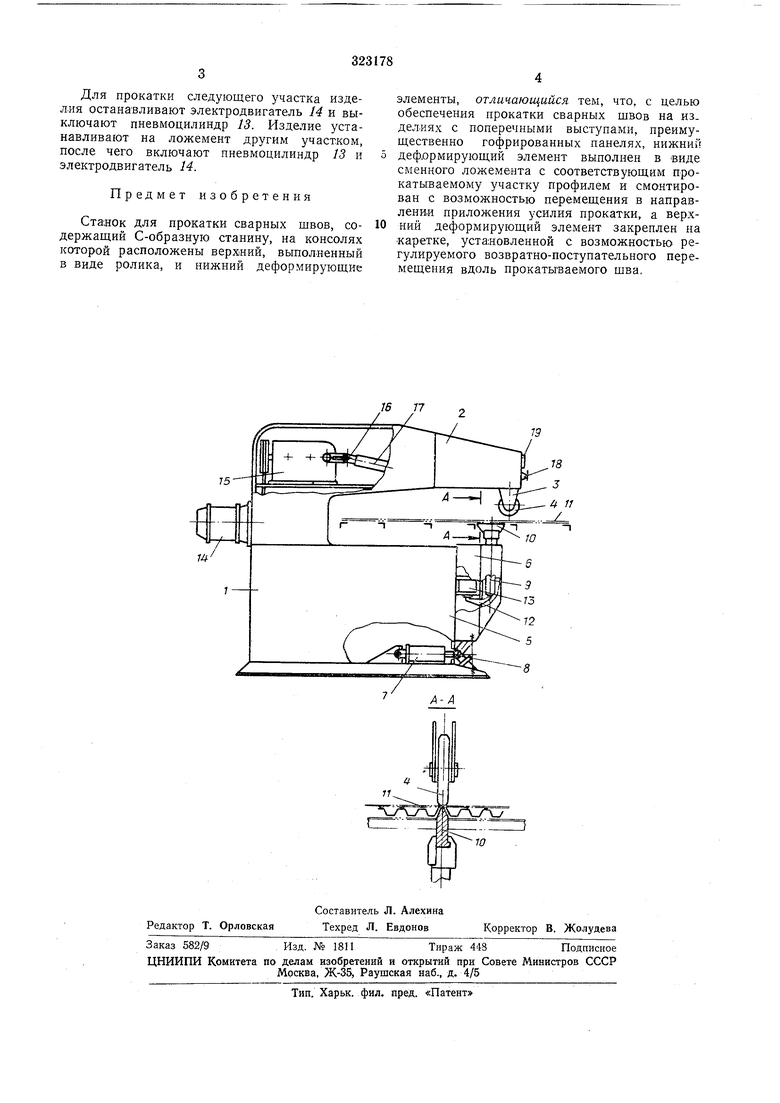
На чертеже показан предложенный станок в общем виде и разрез по А-А.
Станок состоит из С-образной станины /, верхней консоли 2, в которой установлена каретка 3 с раскатным роликом 4, нижней консоли 5, на которой смонтирован подъемный стол 6 с пневмоцилиндром 7 и механизмом 8 подъема стола, установленного на
толе 6 штока 9 со сменным ложементом 10 ля прокатываемого изделия //.
Шток 9 с помощью коромысла J2 соединен с пневмоцилиндром 13, предназначенным для создания рабочего давления прокатки. Каретка 3 соединена с электродвигателем 14 с помощью редуктора 15, регулирующего кривошипа J6 и шатуна 17. Для регулирования величины рабочего давления прокатки на верхней консоли установлены регулятор давления 18 и манометр 19.
Работает станок следующим образом. Прокатываемое изделие устанавливают на ложемент тем участком, который подлежит раскатке. Включают пневмоцилиндр 7 и с помощью механизма 8 стол 6 поднимается в крайнее верхнее положение. После этого включают пневмоцилиндр 13, который посредством коромысла 12 воздействует на шток 9. Шток прижимает к ролику 4 изделие 11 ложементом 10 с усилием прокатки, регулирземым с помощью регулятора воздущного давления 18.
Для прокатки изделия включают электродвигатель 14, который через редуктор 15, кривошип 16 и шатун 17 приводит каретку 3 в возвратно-поступательное движение. Передвигаясь, каретка 3 обкатывает ролик 4 по прокатываемому изделию // вдоль ложемента 10.
Для прокатки следующего участка изделия остана-вливают электродвигатель 14 и выключают пневмоцилиндр 13. Изделие устанавливают на ложемент другим участком, после чего включают пневмоцилиндр 13 и электродвигатель 14.
Предмет изобретения
Станок для прокатки сварных швов, содержащий С-образную станину, на консолях которой расположены верхний, выполненный в виде ролика, и нижний деформирующие
элементы, отличающийся тем, что, с целью обеспечения прокатки сварных щвов на из. делйях с поперечными выступами, преимущественно гофрированных панелях, нижний
деформирующий элемент выполнен в -виде сменного ложемента с соответствующим прокатываемому участку профилем и смонтирован с возможностью перемещения в направлении приложения усилия прокатки, а верхНИИ деформирующий элемент закреплен на каретке, установленной с возможностью регулируемого возвратно-поступательного перемещения вдоль прокатываемого щва.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для сборки и сварки двух продольных швов прямоугольных изделий | 1985 |
|
SU1338998A1 |
| УСТАНОВКА ДЛЯ ИЗГОТОВЛЕНИЯ ПРОСТРАНСТВЕННЫХ АРМАТУРНЫХ КАРКАСОВ | 1971 |
|
SU321330A1 |
| Станок для зачистки сварных швов угловых соединений | 1979 |
|
SU889299A1 |
| АВТОМАТИЧЕСКАЯ ЛИНИЯ ДЛЯ ГОРЯЧЕЙ ОБЪЕМНОЙ ШТАМПОВКИ ПРЕИМУЩЕСТВЕННО ЗВЕНЬЕВ ГУСЕНИЧНОЙ ЦЕПИ | 1992 |
|
RU2035254C1 |
| Станок для отбортовки кромок круглых и овальных емкостей | 1990 |
|
SU1750787A1 |
| Зубодолбежный станок | 1986 |
|
SU1518092A1 |
| Устройство для резки труб в линии стана холодной прокатки | 1990 |
|
SU1731472A1 |
| Установка для сварки изделий | 1989 |
|
SU1794616A1 |
| СТАНОК ДЛЯ ОБРАБОТКИ КИРПИЧА | 2001 |
|
RU2193967C1 |
| АВТОМАТ ГОРЯЧЕВЫСАДОЧНЬШ ДЛЯ ИЗГОТОВЛЕНИЯ ФАСОННЫХ ДЕТАЛЕЙ, НАПРИМЕР ГАЕК | 1965 |
|
SU176476A1 |
