Изобретение относится к области сварки,
конкретнее к оборудованию для сборки и
сварки двух деталей, например лопастей гли. номешалки, состоящих из стержня и лопатки.
Известно устройство для сборки и сварки двух деталей, содержащее основание, на котором смонтирована поворотная планшайба с равномерно расположенными по ее окружности различными рабочими позициями, в том числе сборки, сварки, выгрузки, каждая из которых снабжена поворотным приспособлением с зажимами. Однако это устройство не позволяет производить сварку деталей коротким прямолинейным швом с двух сторон.
Для повышения производительности сборки и сварки двух деталей, соединяемых коротким прямолинейным швом с последующим кантованием их на 180° и сваркой, в предлагаемом устройстве каждое зажимное приспособление выполнено в виде корпуса, опирающегося двумя цапфами на радиально закрепленные на планшайбе подшипниковые опоры, причем на одной цапфе жестко закреплена траверса, несущая копирные ролики, взаимодействующие при повороте планшайбы с внутренним круговым копиром, закрепленным на основании и снабл енным двумя профильными пазами, обеспечивающими возможность поворота корпуса относительно оси цапф на 180°, а другая цапфа выполнена пустотелой и па ней закреплен поворотный рычаг с роликом, взаимодействующим при повороте корпуса с неподвижно закрепленными на основании копирами-упорами,
расположенными один над другим с обеих сторон от оси цапф, и обеспечивающим поворот зажима, связанного с помощью подпружиненной тяги, проходящей внутри пустотелой цапфы, с поворотным рычагом.
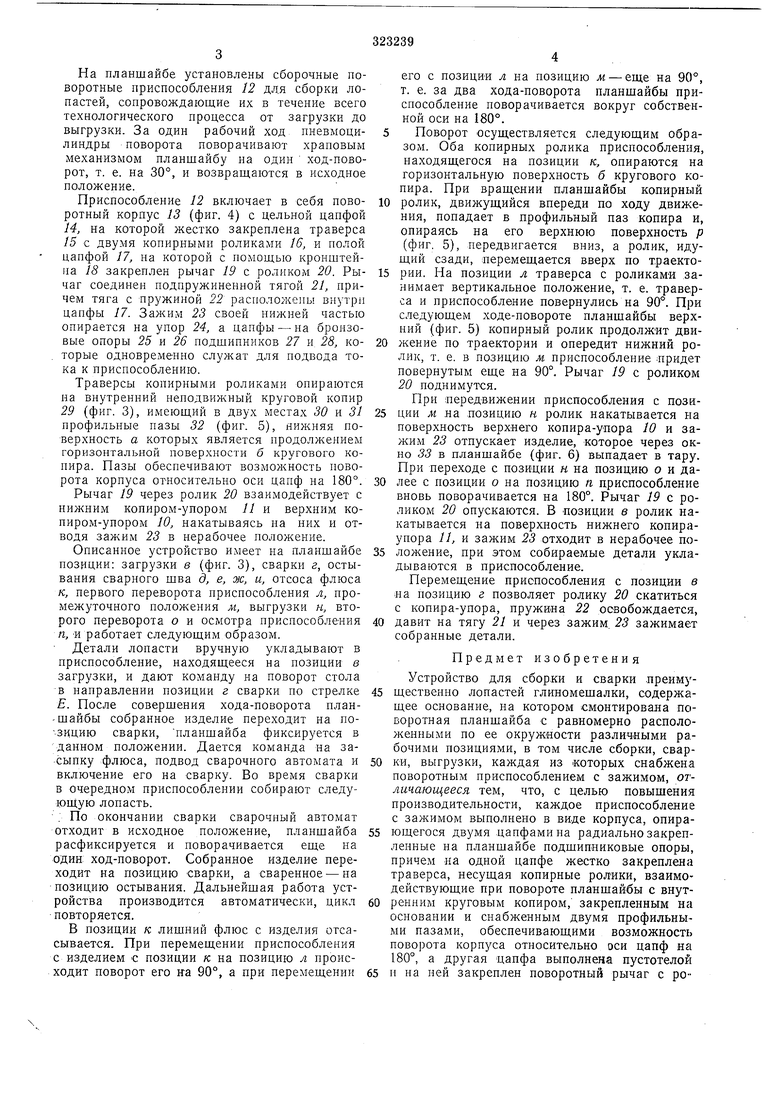
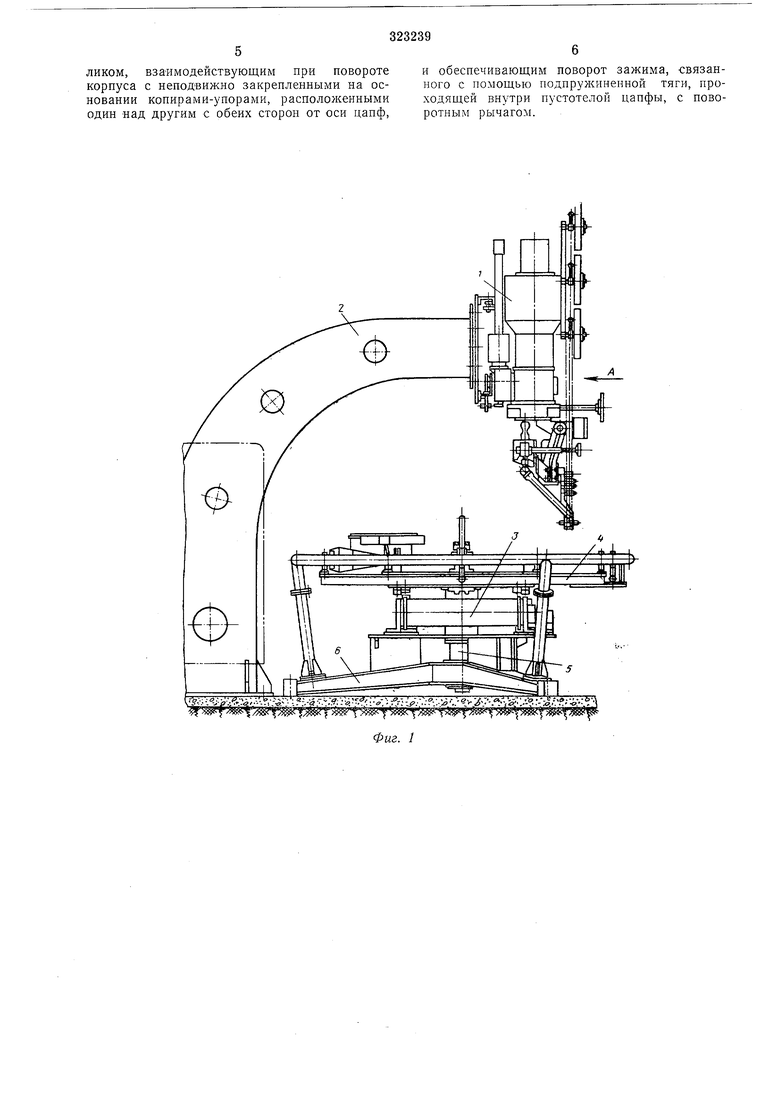
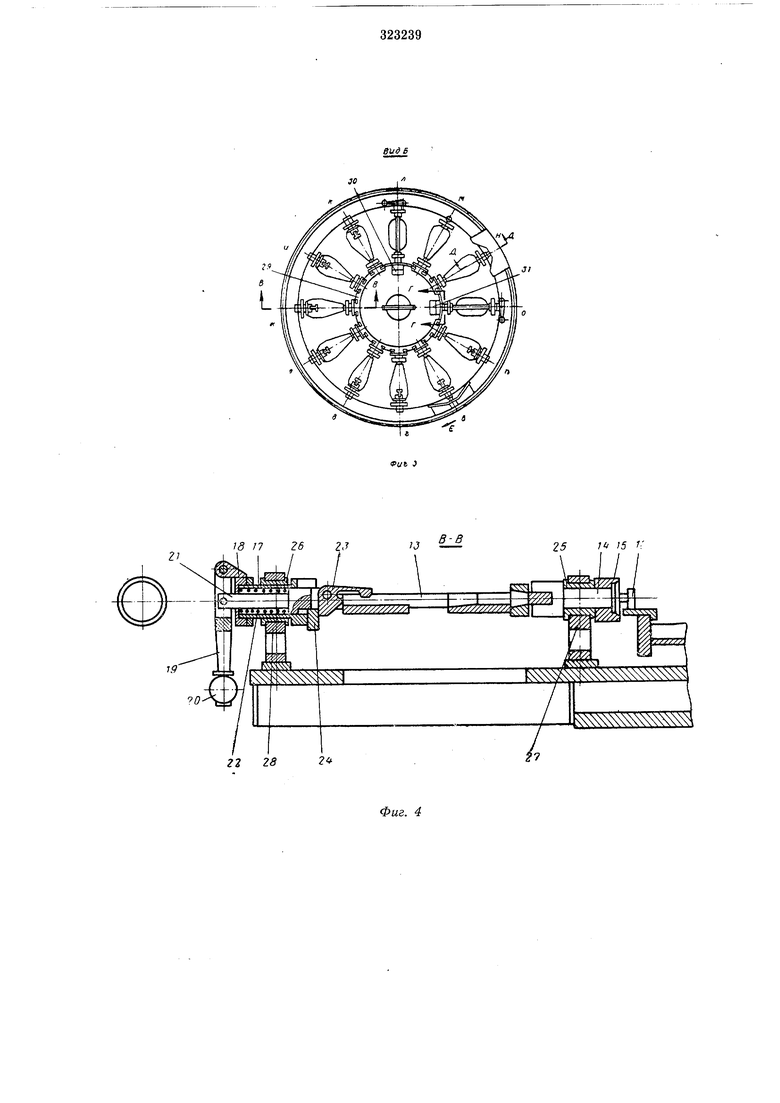
На фиг. 1 показано описываемое устройство, общий впд; на фиг. 2 - то же, вид по стрелке А на фиг. 1; на фиг. 3 - то же, вид по стрелке Б па фиг. 2; На фиг. 4 -разрез по В - В па фиг. 3; на фиг. 5 - разрез по
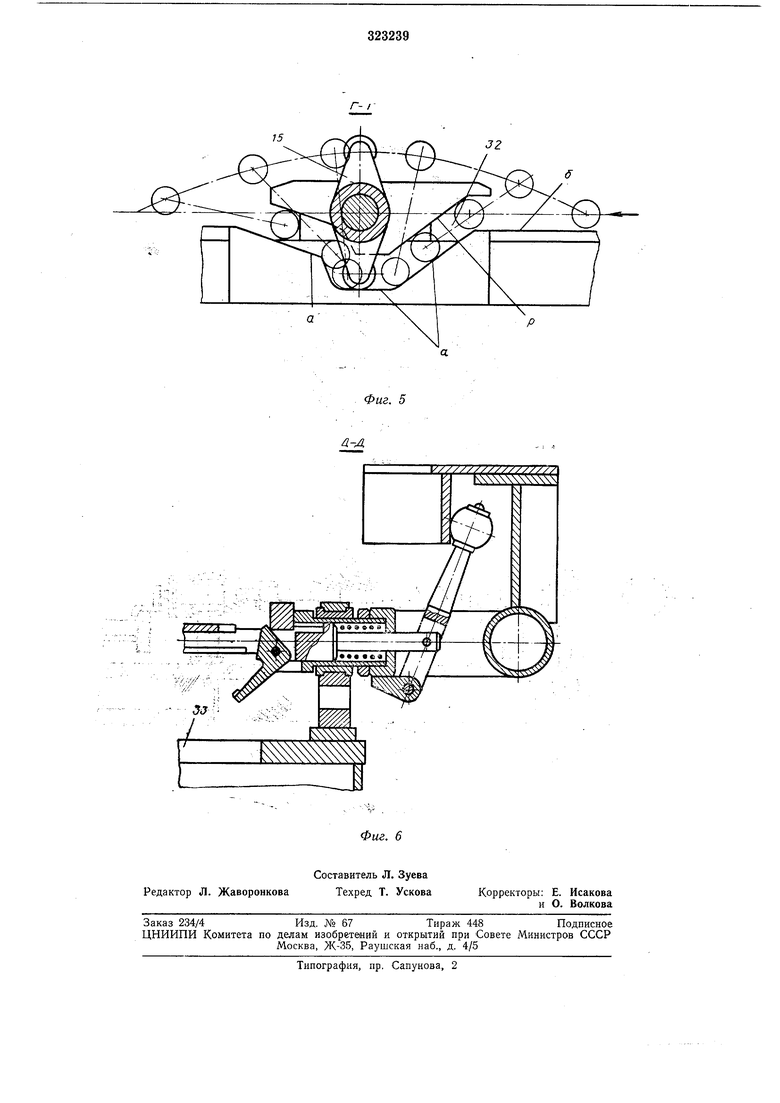
Г - Г па фиг. 3; на фиг. 6 - разрез по Д - Д па фиг. 3.
Устройство для сборки и сварки, Например, лопастей глииомешалки включает сварочный
автомат 1 (фиг. 1) с флюсаппаратом, имеющим возможность подавать в зону сварки три сварочные проволоки одповременпо, автомат установлен на сварную стойку 2 с направляющими для него, механизированный поворотный стол 3, состоящий из пла-ншайбы 4, вращающейся вокруг вертикальной оси 5, закрепленной в сварной опоре 6, и пневмоцилпндров 7 и S (фиг. 2) поворота и фиксации плапшайбы, ограждения 9 с верхним коппНа планшайбе установлены сборочные новоротные нриспособления 12 ддя сборки лонастей, сопровождающие нх в течение всего технологического процесса от загрузки до выгрузки. За один рабочий ход нневмоцилиндры поворота поворачивают храповым механизмом планшайбу на один ход-поворот, т. е. на 30°, и возвращаются в исходное положение.
Приспособление 12 включает в себя новоротный корпус 13 (фиг. 4) с цельной цапфой 14, на которой жестко закреплена траверса 15 с двумя копирными роликами 16, и полой цапфой 17, на которой с помош:ью кронштейна 18 закреплен рычаг 19 с роликом 20. Рычаг соединен подпружиненной тягой 21, причем тяга с пружиной 22 расположены внутри цапфы 17. Зажпм 23 своей нижней частью опирается на упор 24, а цапфы - на бронзовые опоры 25 и 26 подшипников 27 и 28, которые одновременно служат для подвода тока к приспособлению.
Траверсы конирными роликами опираются на внутренний неподвижный круговой копир 29 (фиг. 3), имеющий в двух местах 30 и 31 профильные пазы 32 (фиг. 5), нижняя поверхность а которых является продолжением горизонтальной поверхности б кругового копира. Пазы обеспечивают возможность поворота корпуса относительно оси цапф на 180°.
Рычаг 19 через ролик 20 взаимодействует с нижним копиром-упором 11 и верхним копиром-упором 10, накатываясь на них и отводя зажим 23 в нерабочее положение.
Описанное устройство нмеет на нланшайбе нозиции: загрузки в (фиг. 3), сварки г, остывания сварного шва д, е, ж, и, отсоса флюса к, нервого нереворота нриснособления л, нромежуточного положения м, выгрузки н, второго переворота о и осмотра приспособления п, И работает следующим образом.
Детали лонасти вручную укладывают в приспособление, находящееся на позиции в загрузки, и дают команду на поворот стола в направлении нозиции г сварки по стрелке Е. После совершения хода-поворота план- шайбы собранное изделие переходит на нозицию сварки, планшайба фиксируется в данном положении. Дается команда на засыпку флюса, подвод сварочного автомата и включение его на сварку. Во время сварки в очередном приспособлении собирают следующую лопасть.
По окончании сварки сварочный автомат отходит в исходное положение, планшайба расфиксируется и поворачивается еще на один ход-поворот. Собранное изделие переходит на позицию сварки, а сваренное - на позицию остывания. Дальнейшая работа устройства производится автоматически, цикл новторяется.
В позиции к лишний флюс с изделия отсасывается. При перемещении приспособления с изделием с позиции к на позицию л нроисходит поворот его на 90°, а при перемещении
его с позиция л на позицию м - еще на 90°, т. е. за два хода-поворота планшайбы приспособление поворачивается вокруг собственной оси на 180°.
5 Поворот осуществляется следующим образом. Оба копирных ролика приспособления, находящегося на позиции к, опираются на горизонтальную поверхность б кругового копира. При вращении планшайбы копирный
10 ролик, движущийся впереди по ходу движения, нопадает в профильный паз копира и, опираясь на его верхнюю поверхность р (фиг. 5), передвигается вниз, а ролик, идущий сзади, перемещается вверх по траектории. На позиции л траверса с роликами занимает вертикальное положение, т. е. траверса и приспособление повернулись на 90°. При следующем ходе-повороте планщайбы верхний (фиг. 5) копирный ролик продолжит дви0 жение по траектории и опередит нижний ролик, т. е. в позицию м приспособление .придет повернутым еще на 90°. Рычаг 19 с роликом 20 поднимутся. При передвижении приспособления с позиции м на позицию н ролик накатывается на поверхность верхнего копира-упора 10 и зажим 23 отпускает изделие, которое через окно 33 в планшайбе (фиг. 6) выпадает в тару. При переходе с позиции я на позицию о и далее с нозиции о на позицию п приспособление вновь поворачивается на 180°. Рычаг 19 с роликом 20 опускаются. В позиции в ролик накатывается на поверхность нижнего копираупора //, и зажим 23 отходит в нерабочее положение, при этом собираемые детали укладываются в приспособление.
Перемещение приспособления с позиции в на позицию г позволяет ролику 20 скатиться с копира-упора, пружина 22 освобождается,
0 давит на тягу 21 и через зажим. 23 зажимает собранные детали.
Предмет изобретения
Устройство для сборки и сварки преимущественно лопастей глиномешалки, содержащее основание, на котором смонтирована поворотная планшайба с равномерно расположенными по ее окружности различными рабочими позициями, в том числе сборки, сварки, выгрузки, каждая из которых снабжена поворотным приспособлением с зажимом, отличающееся тем, что, с целью повышения производительности, каждое приспособление с зажимом выполнено в виде корпуса, опирающегося двумя цапфами на радиально закрепленные на планшайбе нодшипниковые опоры, причем на одной цапфе жестко закреплена траверса, несущая копирные ролики, взаимодействуюшие при повороте планшайбы с внутренним круговым кониром, закрепленным на основании и снабженным двумя профильными пазами, обеспечивающими возможность поворота корпуса относительно оси цапф на 180°, а другая цапфа выполнена пустотелой
ликом, взаимодействующим при повороте корпуса с неподвижно закрепленными на основании копирами-упорами, расположенными один над другим с обеих сторон от оси цапф.
и обеспечивающим поворот зажима, связанного с помощью подпружиненной тяги, проходящей внутри пустотелой цапфы, с поворотным рычагом.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для фиксации и прижима свариваемых деталей | 1977 |
|
SU707741A1 |
| АВТОМАТ ДЛЯ СБОРКИ, ЗАЛИВКИ И ВЫБИВКИ ОБОЛОЧКОВЫХ ФОРМ | 1968 |
|
SU212474A1 |
| УСТРОЙСТВО ДЛЯ СБОРКИ ПОКРЫШЕК | 1971 |
|
SU303207A1 |
| Автомат Петрова для сборки и сварки кожухов вентиляторов | 1987 |
|
SU1502240A1 |
| Устройство для сварки криволинейных замкнутых швов | 1987 |
|
SU1438943A1 |
| Кантователь | 1983 |
|
SU1139601A1 |
| Установка для сборки и сварки изделий | 1991 |
|
SU1803295A1 |
| СТЕНД ДЛЯ СБОРКИ И ДВУСТОРОННЕЙ СВАРКН ЛИСТОВОГО МАТЕРИАЛА В ПОЛОТНИЩА | 1973 |
|
SU366951A1 |
| Установка для сварки | 1990 |
|
SU1756084A1 |
| Автоматическая роторная линия для сборки и сварки металлоконструкций | 1978 |
|
SU766801A1 |
18 П 26 2J 22 282ч25
Фиг. 4 74 /5 Л
