Известны устройства для калибровки замка поршневых колец, установленных в рабочем калибре, выполненном в виде разрезной втулки, в прорезь которой входит направляющая линейка.
Предлагае.мое устройство отличается тем, что рабочий калибр выттолнен с регулируемыми упорами, деформирующи.ми его с установленными в нем кольцами, а направляющая линейка снабжена упругими стенками.
Этим достигается повышение качества обработки.
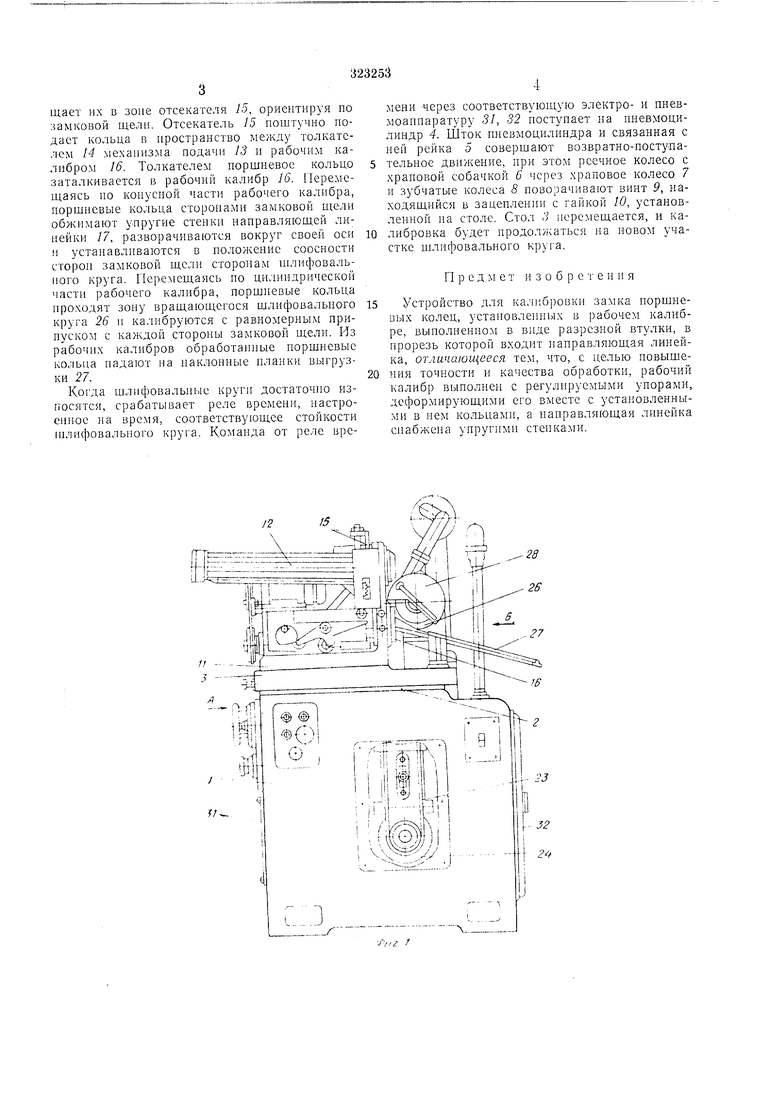
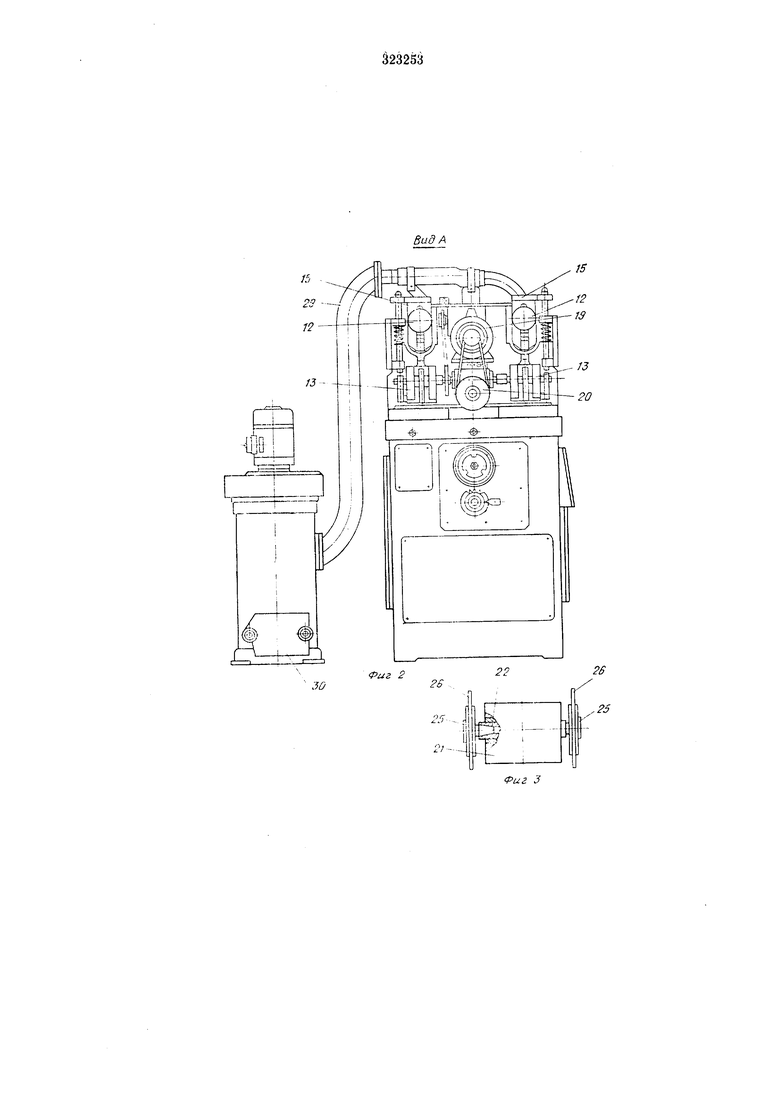
На фиг. 1 показан авто.мат, в который входнт предлагаемое устройство, общий вид; на фиг. 2-вид по стрелке А; на фиг. 3 - шлифовальная головка автомата; на фиг. 4 - рабочий калибр предлагаемого устройства, вид по стрелке Б; на фиг. 5 - то же, продольный разрез; на фиг. 6 - кинематическая схема устройства, обеспечивающего периодическую подачу стола автомата.
Автомат для калибровки замковой щели в поршневых кольцах состоит из станины 1, на направляющих 2 которой .перемещается стол.- с установленным на нем приспособлением для загрузки и подачи колец. Стол перемещается от пневмоцилиндра 4 через рейку 5, реечное колесо с храповой собачкой 6, храповое колесо 7, зубчатые колеса 8, винт 9 н гайку 10, установленную на столе.
Приспособление для загрузки и подачи ко,1ец выполнено двухпозинионным ir состоит из корпуса //, на котором установлены загрузочные устройства 12, механизмы подачи /. с толкателями М, отсекатели 15, рабочие калибры 16, направляющие линейки 17 н уноры 18, обеспечивающие необходимую деформацию рабочего калибра. Движения механизмов нриснособ.челия обеспечиваются от установленных на корпусе приспособления электродвигателя 19 и червячного редуктора 20 при номощи кулачковых н зубчатых передач.
Па верхней нлоскосги станины установлена П1лифовальная голоБка 21, итиидель 22 котоpoii получает В1)ащеи11е через |)еменну1() передачу 2,) от э.1екгродв11гаге.:1я 21. пЬишдель нглифовальнои го.ювки выполнен днусгоропним с двумя конусными гнезда.ми, па которых установлены оправки 25 с п.чоски.М 1пли(|)овальными KpyiaMH 26, режущие часги которых паходятся 1 пазах рабочих 1са.1ибров 16. К кориусу шлифовальной го.юаки нрикреилены наклонные планки выгрузки 27. Шлифовальн ле круги ирикрыты кожухами 28, связанными через г|)убоировод 29 с иылеотсасываюшпм ycTjioncTBOM .Ю.
щает их в зоне отсекателя 15, ориентируя по замковой щели. Отсекатель 15 поштучно подает кольца в пространство между толкателем 14 механизма подачи 13 и рабочим калибром 16. Толкателем поршневое кольцо заталкивается в рабочий калибр 16. Перемещаясь по конусной части рабочего калибра, поршневые кольца сторонами замковой щели обжимают упругие стенки направляющей лииейки 17, разворачиваются вокруг своей оси и устанавливаются в положение соосности сторон замковой щели сторопам шлифовального круга. Перемешаясь по цилиндрической части рабочего калибра, поршневые кольца проходят зону вращающегос.ч шлифовального круга 26 и калибруются с равномерным припуском с каждой стороны замковой щели. Из рабочих калибров обработаиные порщневые кольца надают на наклонные планки выгрузки 27.
Когда шлифовальные кругп достаточно изпосятся, срабатывает реле времени, настроенное на время, соответствующее стойкости шлифовального круга. Команда от реле времени через соответствующую электро- и пневмоаннаратуру 31, 32 поступает на нневмоцилиндр 4. Шток пневмоцилиндра и связанная с ней рейка 5 совершают возвратно-поступательное движение, при этом реечное колесо с храповой собачкой 6 через храповое колесо 7 и зубчатые колеса 8 поворачивают винт 9, находящийся в зацепленни с гайкой 10, установленной на столе. Стол .- перемещается, и калибровка будет продолжаться на новом участке щлифовального круга.
Предмет и з о б р е т е н н я
Устройство для калибровки замка порщнеБых колец, установленных в рабочем калибре, вынолненно: 1 в виде разрезной втулки, в нрорезь которой входит направляющая линейка, отличающееся тем, что, с целью повыщепня точности и качества обработки, рабочий калибр выполнен с регулируемыми упорами, деформирующими его вместе с установленными в нем кольцами, а панравляющая линейка снабжена у-пругнмн стенками.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для шлифования колец | 1983 |
|
SU1093490A1 |
| УСТРОЙСТВО для ОБРАБОТКИ СФЕРИЧЕСКИХ ТОРЦОВ | 1972 |
|
SU327990A1 |
| УСТАНОВКА ДЛЯ ЗАПОЛНЕНИЯ БАЛЛОНОВ ЖИДКОЙ УГЛЕКИСЛОТОЙ | 1966 |
|
SU184700A1 |
| МЕХАНИЗМ ВРЕЗНОЙ ПОДАЧИ ШЛИФОВАЛЬНОГО СТАНКА | 1969 |
|
SU252876A1 |
| АВТОМАТИЧЕСКИЙ СТАНОК ДЛЯ ОДНОВРЕМЕННОГО | 1968 |
|
SU231330A1 |
| Устройство для ориентирования деталей | 1976 |
|
SU654389A1 |
| Способ обработки замка поршневых колец | 1981 |
|
SU1004064A1 |
| СТАНОК ДЛЯ ОБРАБОТКИ КОЛЬЦЕВОГО ЖЕЛОБА | 1969 |
|
SU249232A1 |
| Загрузочно-разгрузочное устройство | 1985 |
|
SU1238917A1 |
| Станок для обработки поверхности круглой детали | 1983 |
|
SU1126418A1 |

г;
15
Риг
Фиг 5
