ИЗ(Вестио устройство для промыеки аккумуляторных батарей, содержащее «оивгйгр, корпус, 1ве|дущую и натяжлую з-вездочки, монорельс, тяговую |Цепь, ка рет:ки и узел поворота батарей.
Недостаткам известных устройств является последовательность операций постановки п съема элементов, удаления (слива) отработанного электролита, стрО|МЫВ1ка внутри « снаружи, что делает констружци,ю устрОЙсгва довольно сложной и малопроизводительной.
В предлагаемом устройстве с целью упрощения Конструкции |И повышения производительности 1 01Гвейер снабжен (поворотными кассетами, щариирио емоитшрованными на наружной иланке каретоК и состоящими из основаиия с бо|ртаЧ1и, опинки с бо-косыми ребра мл и подпружииеи-ной защелки и 1ве|рхней ее части, & узел ашворота батареи содержит толкатели, установленные ниже центра вращении кассет, и ролики, с ося1ми, укрепле1нными на боковых ребрах спинок кассет ,в илоскости, паралле.льной оси их вращения, и перекатывающиеся по фигурной -наираеляющей, снабженной вырезами.
Пр.и этом вырезы фигурно.й Иатаравляющей расположены с шагом, равныа шагу толкателей.
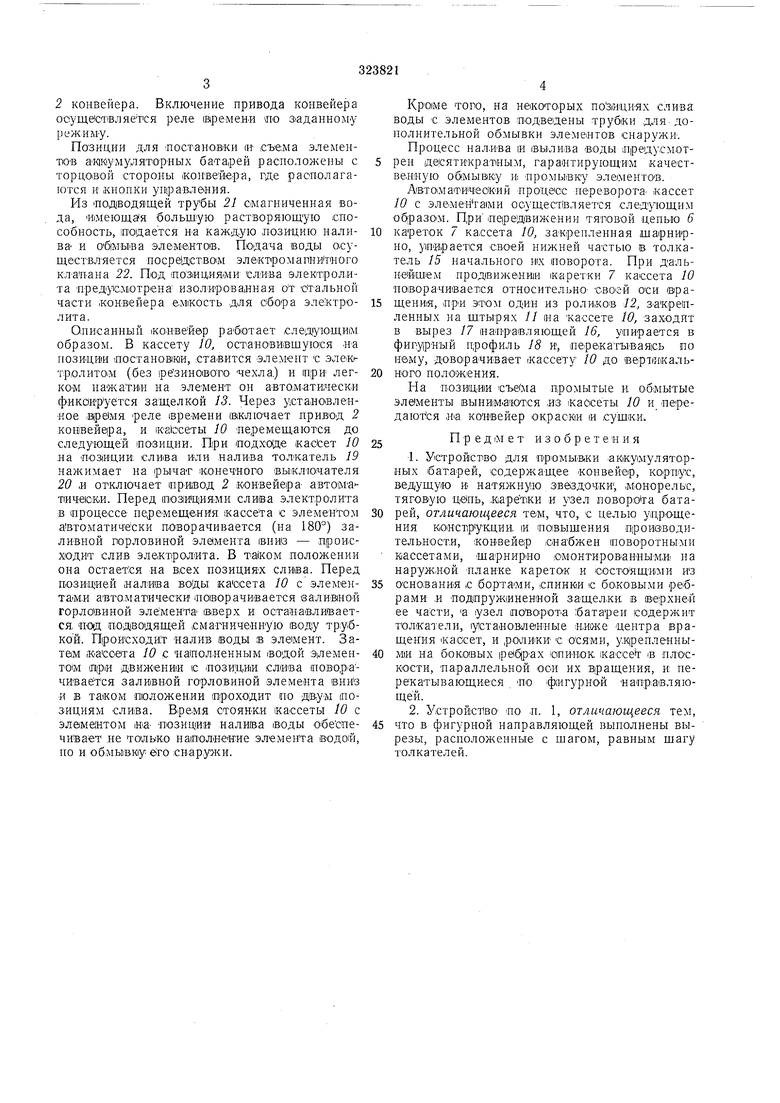
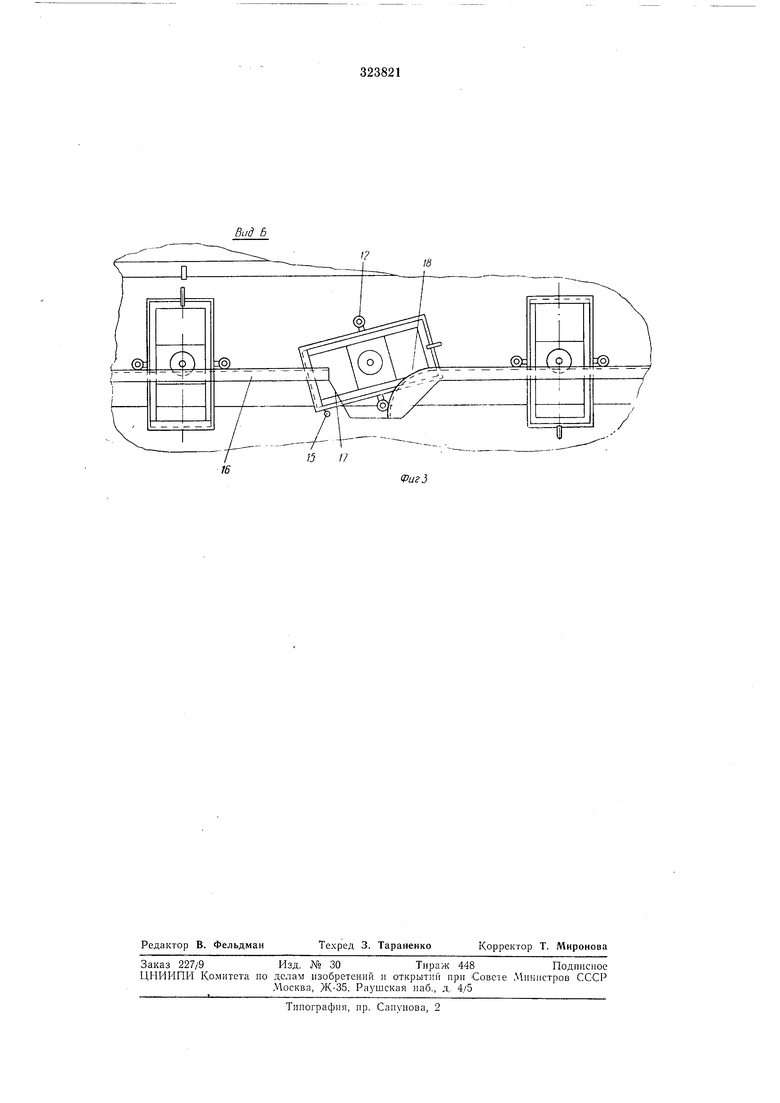
А-А .на фиг. 1; на фиг. 3 - виц тю стрелкеБ на фиг. I.
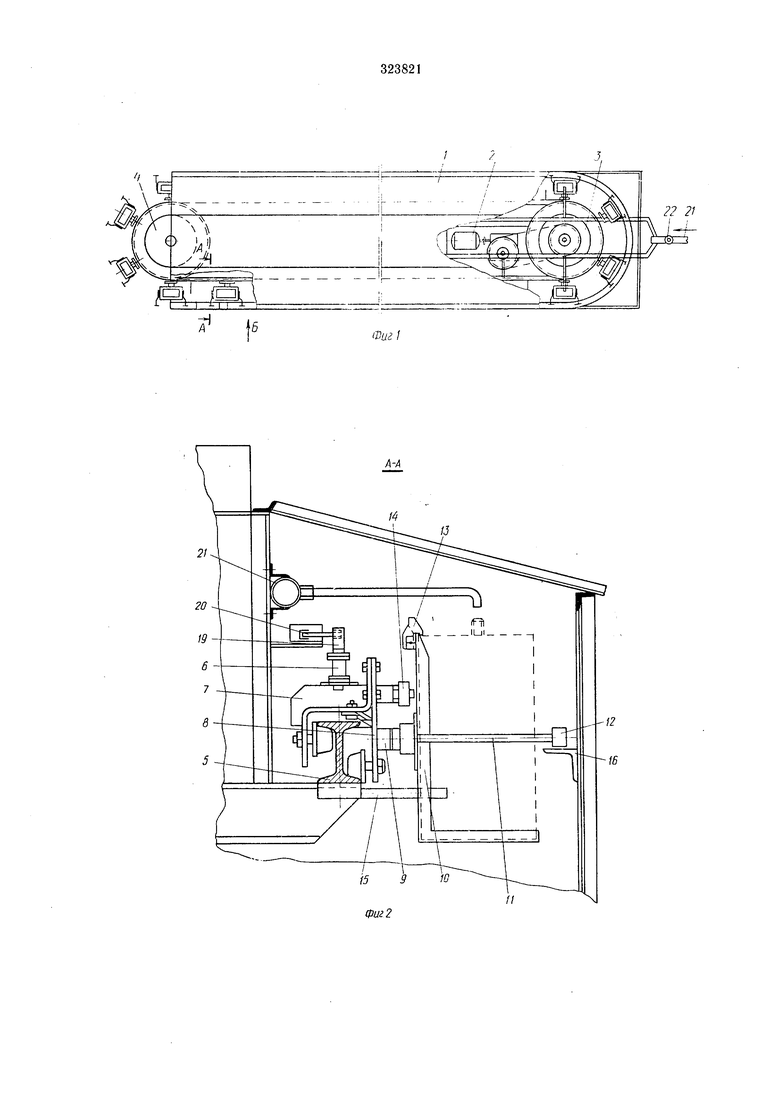
Конвейер для промьивкн элементов аккумуляторных батарей, наирвмер ТЛ Н-250, состоит из каркаса /, пратада 2, ведущей 3 и ведомой 4 звездочек, монорельса 5, тяговой цепи 6, (кареток 7, на наружной Планке 8 которых установлены оси 9 с шаршфно смоитированнымн на них кассетами- 10. К боковыМ ребрал кассеты 10 в горизонталыгой плоскости по оси Вращення кассеты приварены штыри 11, на концах которых установлены ролики 2. Кассета 10 имеет -в верхней част подпружиненную , KOToi ni удерж1нвает элемент от выпадания npiii ее иере;Бороте. Для удсржаНня .кассеты 10 в к- ртикальном иоложе нии при .постановке и сьсме элемектов на наружной планке 8 кареток 7 установлены наружные ф|Иксаторы J4.
На монорельсе 5, инже центра вращени.я кассеты W, за.креплены толкатели 15 на чальното поворота .кассет 10.
На каркасе / конвейера закреплена иапра1вляющая 16 с .вырезами 17, нмеющи.ми фигурный профиль 18, при обкатываниш которого ролика|М:и 12 осуществляется доворот кассет 10 до вертикального положения.
2 конвейера. Включение нривода конвейера осуществляется реле иремени то заданному режиму.
Позиции для :по:стано,ВКи (И съема элементов аК|К умуляторных батарей расположены с торцовой стороны конвейера, где раонолагаются и кнопки угфавлбния.
Из Подводящей трубы 21 смагниченная вода, |И1меюща1я большую растворяющую способность, гаодаегся на каждую позицию налива и обмьгва элементов. Подача воды осущесгвляется носре1дство 1 элек ромапнйтного клапана 22. Под {позицияАШ слдава электролита пред|}1см|отрена изолированная от Стальной части .конвейера елжость для обора эле:ктролита.
Описанный iKO-НВейер рабютает следующим образом. В кассету 10, остановввшуюся «а позиции лостановюи, ставится элемент с элекг тролито-м (без резиноеого чехла,) и при легко нажат.И1Н на элемент он авто,м.ати1чески ф,икоируется защелкой 13. Через установлеиное -В(ре1мя реле времени включает привод 2 конвейера, и каЬсеты 10 перемещаются до следующей позиции. При оодхойе «аОсет 10 на 1ПО31И1ЦИИ. слива или налива толкатель 19 нажимает на рычат амнечНого 1ВЫ КЛЮчателя 20 ,и отключает 1при|вод 2 конвейера автоматичеюки. Перед 1ПО31И|Ц1ИЯ:МИ слива электролита в процессе пере мещени я кассета с элементом автоматически поворачивается (на 180°) заливной горловиной эле1мента шшз - происходит слив электролита. В та1ком положении она остается на всех позициях слива. Перед позицией налива вОДы кассета 10 с элеменTHtM.H авго.матически поворачивается валивной горловиной элемента иверх и останавливается. НОД подводящей смагниче«ную воду трубкой. Происходи: налив (воды :в элемент. Затем кассета 10 с наполненным водой Э|лементо м ат|ри движени И с позиднн сл1И1ва повор-ачивается заливной горловиной элемента и в таком ооложенни проходит по двум позициям слива. Время стоянки кассеты 10 с элвме,нтом №& позиции налива воды обеспечивает не только наполнение элемента водо1й, но и обмьюму его снаружи.
Кроме того, на некоторых позйцИЯ.ч слива воды с элементов подведены трубки для дополнительной обмывки элементов снаружи. Процесс нал.ива |и (вылива воды прадусмотреп десятикратным, гарантирующим качествен ную обмывку и промывку эле1меНтов.
Автолгатический процесс переворота кассет 10 с эле.мента1ми ооущест1вляется следующим образоМ. Припередвижении тяговой цепью 6
кареток 7 кассета 10, закрепленная щарнирно, упИрается своей нижней частью в толкатель 15 начального нх поворота. При дальнейшем продвижении каретки 7 кассета 10 поворачивается относительно своей оси Bipaщения, при один из роликов 12, Закренленных на штырях 11 на кассете 10, заходит в вырез 17 направляющей 16, упирается в фигурный профиль 18 И , перекагЫВаясь по нему, доворачивает кассету 10 до веринкального положения.
На пози1ЦН1И съема промытые и обмытые элементы выним аштся из кассеты 10 и передаюАя На конвейер окраок|И и сушкн.
Пред iM е т изобретения
1.Устройство для промывки .аккумуляторных батарей, содерл ащее конвейер, корпус, ведущую Hi натяжную звбздочки, монорельс, тяговую цеИь, .каретки н узел поворо та батарей, отличающееся тем, что, с целью упрощения конструкции. 1И по1вышения проиеводительности, конвейер снабжен поворотными кассетами, шарнирно он тир о ванны ми на наружной Планке кареток и состоящими из
основания с бортами, спинк|И с боковыми ребрами и подпружиненной защел.кн в верхие.й ее части, а узел поворота :батареи содержит толкатели, |установленные ннже центра вращення Кассет, н рОЛики с осями, ук(ренленныMIH на боковых реб|рах юпинок кассе г в плоскости, параллельной оси их вращения, и: перекатывающиеся Hio (фигурной напр,авляющёй.
2.Устройство ino п. 1, отличающееся тем, что в фигурной направляющей выполнены вырезы, расположенные с шагом, равным шагу толкателей.