Изобретение относится к области машиностроения, в частности к производству на непрерывных станах спиральношовных труб.
Известные способы автоматического унравления непрерывным станом, нри которых на одну из кромок наносят онорную линию, обеспечивающую получение сигнала, воздействующего иа иснолнительный механизм, не иозволяют точно направлять электрод но линии свариваемых кромок из-за наличия неровностей и заусенцев на кромках заготовки.
Предлагаемый способ обеспечивает автоматическое управление непрерывным станом, повыщает производительность и качество сварки. Достигается это тем, что на другую кромку наносят на том же расстоянии дополнительную опорную линию, а в качестве сигнала, воздействующего на исполнительный механизм, используют величину зазора между свариваемыми кромками, оцененную по расстоянию между опорными линиями. Положение стыка свариваемых кромок определяют как середину расстояний между опорными линиями.
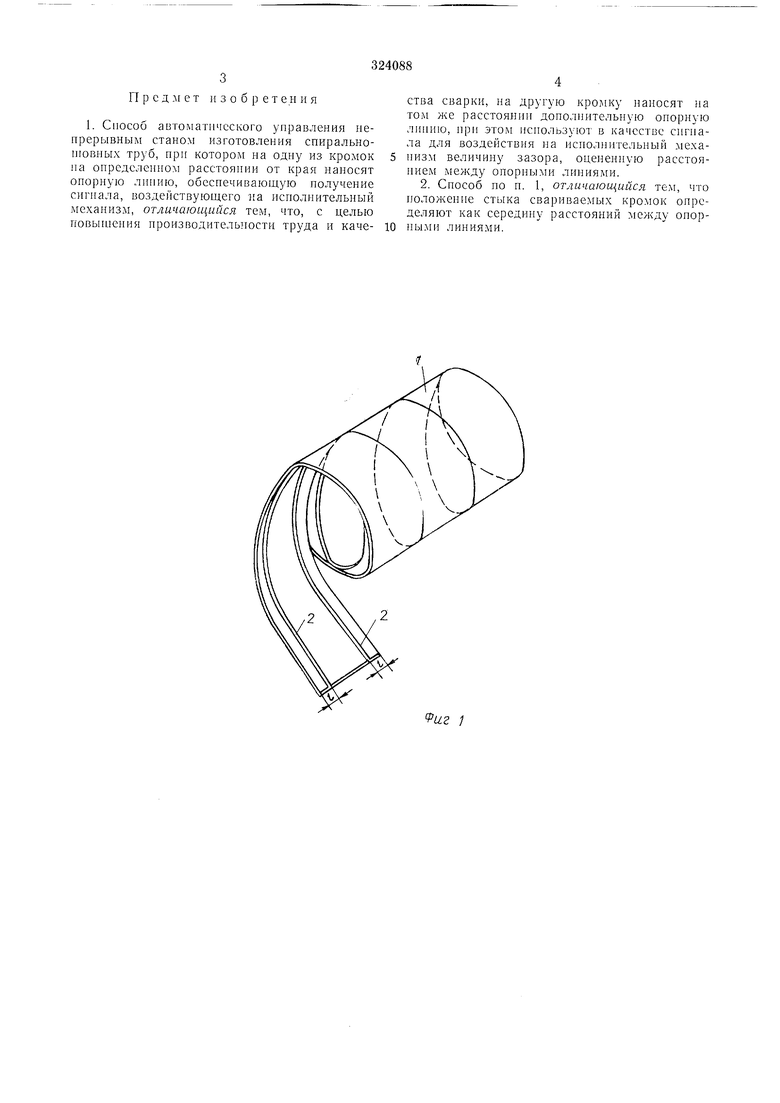
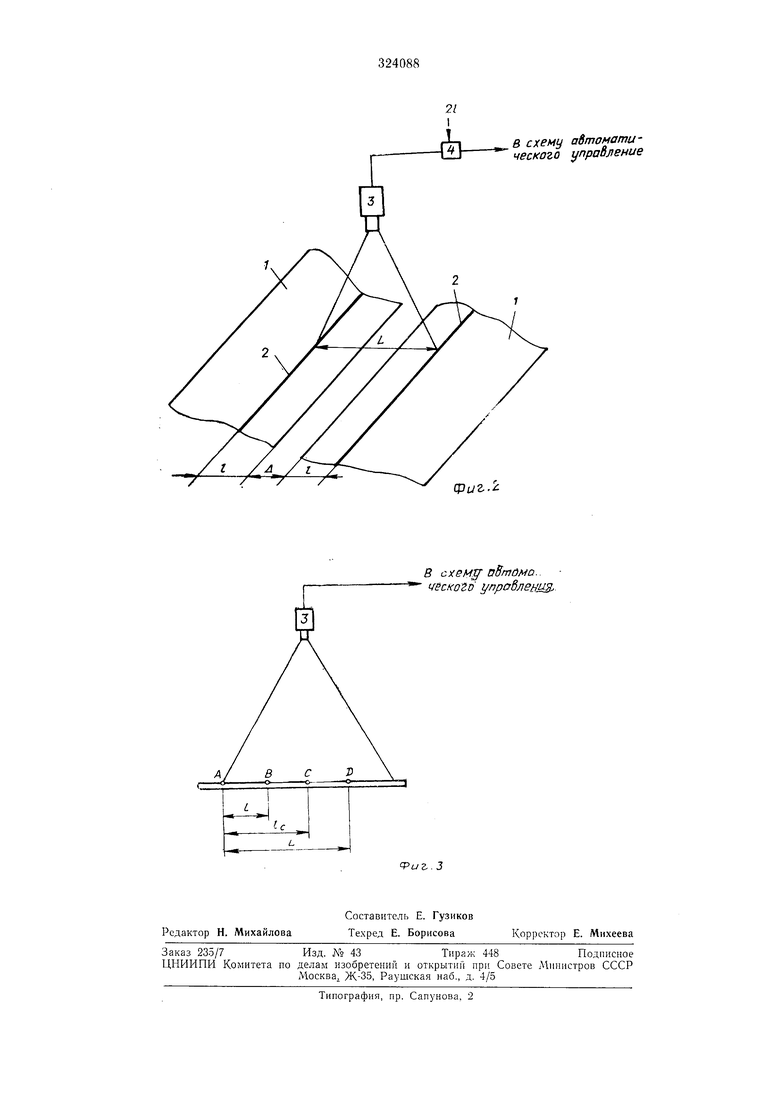
На фиг. 1 показана спиральношовная заготовка; на фиг. 2 - схема определения величины зазора; на фиг. 3 - схема определения положения стыка.
Величину зазора А определяют по формуле L-2l.
Велич1И1у L - расстояние между опорными
линиями - измеряют с помощью тииовых фотоэлектрических или телевизионных датчиков. Измерительный датчик 3 подает сигнал, пропорциональный L, в устройство 4 сравиепия, где этот сигнал сравнивается с постоянной
велпчииой 21. Сигнал рассогласования подают Б схему автоматического управления непрерывным станом спиральной сварки труб, реализующую поддержание величины зазора Д в заданных пределах.
Для определения положения стыка свариваемых кромок датчик 3 от базы измерения А определяет расстояние / до линии В и расстояние L до линии D. При этом положение
стыка С относительно базы Л определяют по формуле
/-: L
LC
25
П р с д .м е т и 3 о б р е т е н и я
1. Способ автоматического управления непрерывным станом изготовлепия спиральнонювных труб, при котором на одну из кромок па определенном расстоянпп от края наносят опорную лпнпю, обеспечивающую получение сигнала, воздействующего на иснолпительный механизм, отличающийся тем, что, с целью повьпиенпя производительности труда и качества сварки, на другую кромку наносят па том же расстояннн дополпнтельпую опорную линию, прп этом иснользуют в качестве спгиала для воздействия па псполнительпый механизм величину зазора, опепенную расстояние1М между опорными линиями.
2. Способ по п. 1, отличающийся тем, что положение стыка свариваемых кромок определяют как середину расстояний между опорпымп липиями.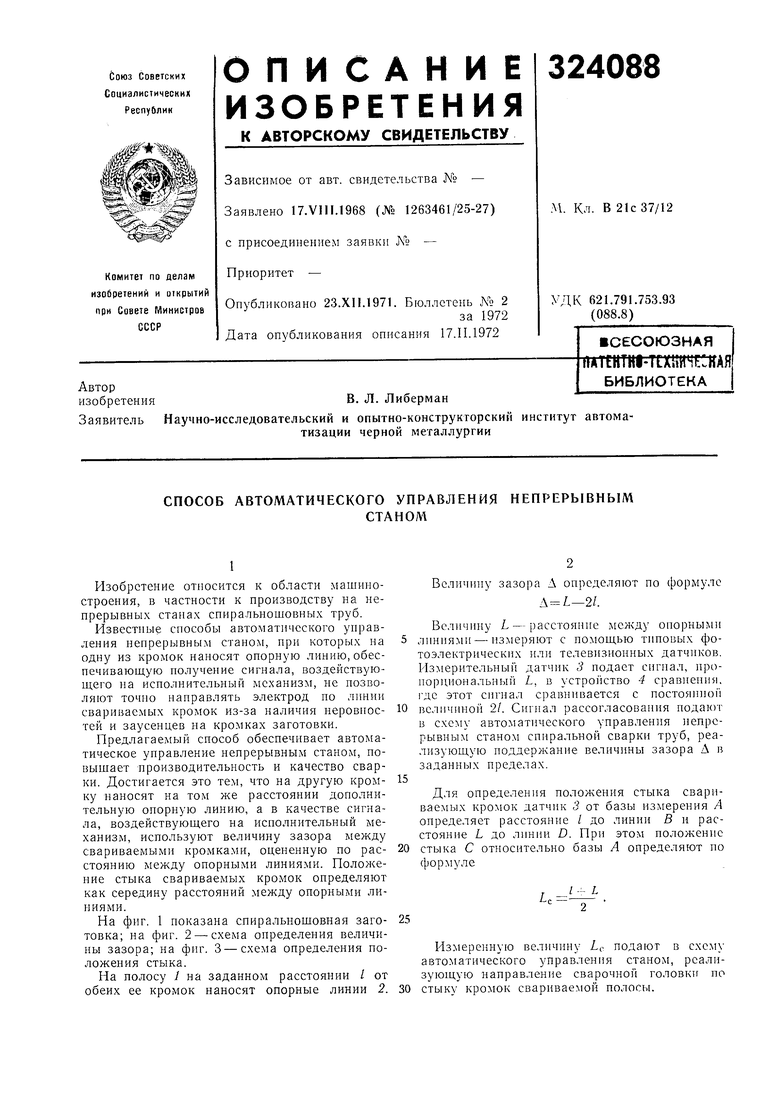
| название | год | авторы | номер документа |
|---|---|---|---|
| Стан для сварки особотонкостенных спиральношовных труб | 1982 |
|
SU1097408A1 |
| Способ наведения наружной сварочной головки | 1979 |
|
SU853864A1 |
| СПОСОБ НАПРАВЛЕНИЯ СВАРОЧНЫХ ГОЛОВОК ПО СТЫКУ ПРИ ДВУСТОРОННЕЙ СВАРКЕ СПИРАЛЬНОШОВНЫХ ТРУБ | 1969 |
|
SU233147A1 |
| ВНУТРЕННЯЯ ОПРАВКА ТРУБОСВАРОЧНОГО СТАНА | 1993 |
|
RU2070450C1 |
| Устройство для направления электрода по стыку | 1979 |
|
SU856708A1 |
| СПОСОБ УПРАВЛЕНИЯ ПРОЦЕССОМ СВАРКИ СПИРАЛЬНОШОВНЫХ ТРУБ | 1970 |
|
SU277704A1 |
| Комбинированный электромагнитныйдАТчиК | 1978 |
|
SU821091A1 |
| Индуктор для высокочастотной сварки | 1978 |
|
SU749597A1 |
| СПОСОБ НАПРАВЛЕНИЯ СВАРОЧНОЙ ГОЛОВКИПО СТЫКУ | 1970 |
|
SU282275A1 |
| Способ сварки трением с перемешиванием и устройство для его осуществления | 2015 |
|
RU2630147C2 |
Чиг 1 Дп ill сриг. в схему автоматического управление
