Известно устройство для получения листовых полимерных материалов, например, из фторопласта, включающее щелевую экструзионную головку, снабл енную регулятором величины формующей щели, выполненным в виде двух обогреваемых цилиндров с фасками.
В описываемом устройстве формующая щель головки расиоложена непосредственно в рабочем зазоре вальцов и образует с последиими замкнутый объем для формования и транспортирования расплава, благодаря чему улучшается качество получаемых изделий.
В случае изготовления армированных листовых материалов устройство снабжено доиолнительной щелевой экструзионной головкой и вкладышем с плоской щелью для подачи основы, установленным между формующими щелями экструзионных головок, расположенных непосредственно в рабочем зазоре вальцов.
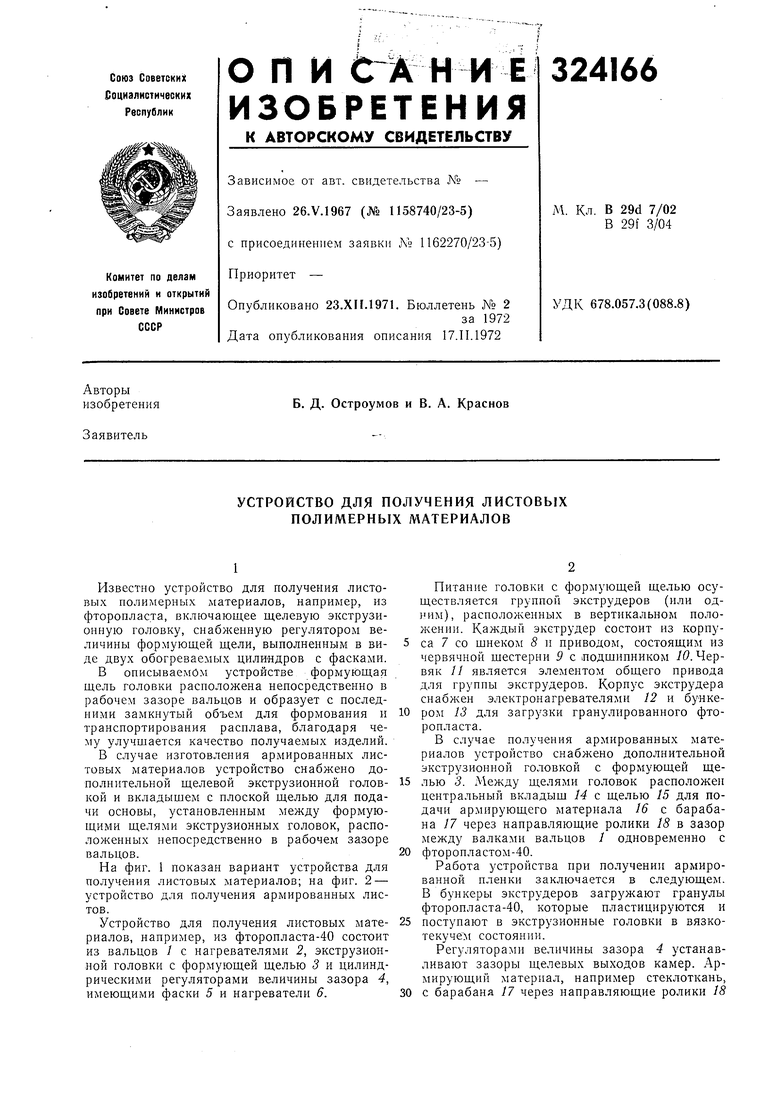
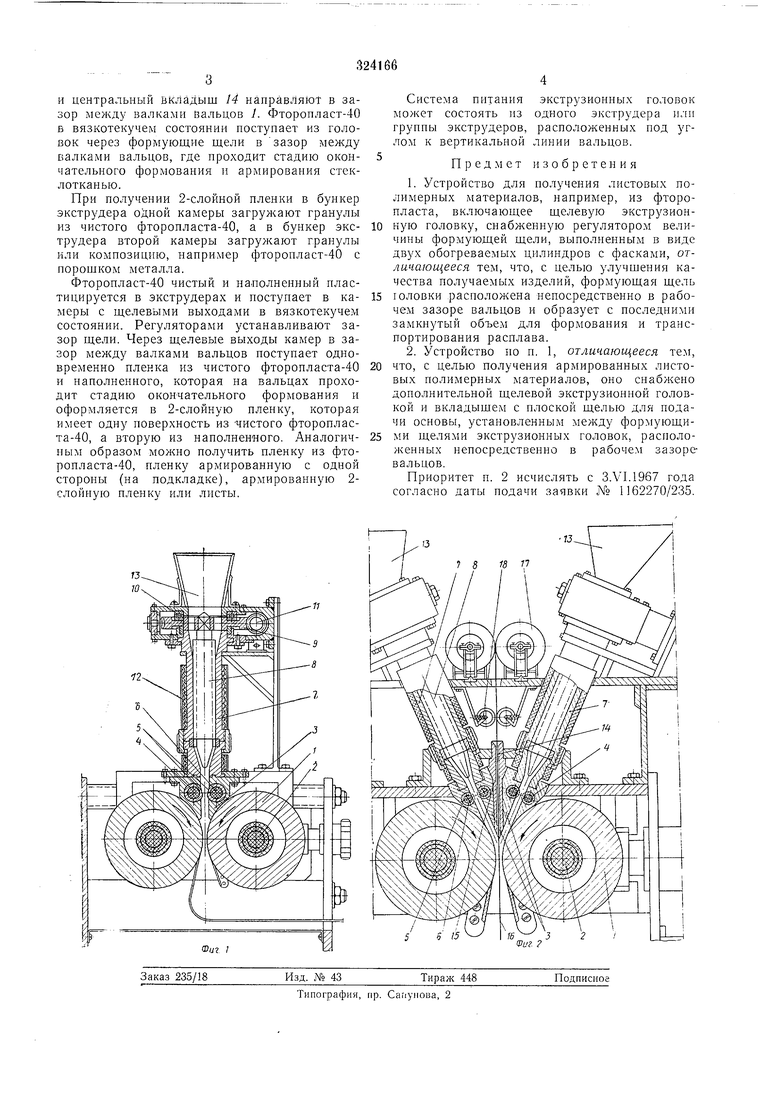
На фиг. 1 показан вариант устройства для получения листовых материалов; на фиг. 2 - устройство для получения армированных листов.
Устройство для получения листовых материалов, например, из фторопласта-40 состоит из вальцов / с нагревателями 2, экструзионной головки с формующей щелью 3 и цилиндрическими регуляторами величины зазора 4, имеющими фаски 5 и нагреватели 6.
Питание головки с формующей щелью осуществляется группой экструдеров (или одним), расноложенных в вертикальном положенн 1. Каждый экструдер состоит из корпуса 7 со шнеком 8 н приводом, состоящим из червячной шестерни 9 с подшипником 10. Червяк 11 является элементом общего привода для группы экструдеров. Корпус экструдера снабжен электронагревателями 12 и бункером 13 для загрузки гранулированного фторопласта.
В случае получения армированных материалов устройство снаблсено дополнительной экструзионной головкой с формующей щелью 3. Между щелями го.товок расположен центральный вкладыш 14 с щелью 15 для подачи армирующего материала 16 с барабана /7 через направляющие ролики 18 в зазор между валками вальцов 1 одновременно с
фторопластом-40.
Работа устройства при получении армированной пленки заключается в следующем. В бункеры экструдеров загружают гранулы фторопласта-40, которые пластицируются и
поступают в экструзионные головки в вязкотекучем состоянии.