Известны уже контакты из легкоплавкого металла для графитовых электродов, выполненные в виде литой головки, окружающей конец электрода.
Предлагаемое изобретение состоит в конструктивном выполнении такого контакта.
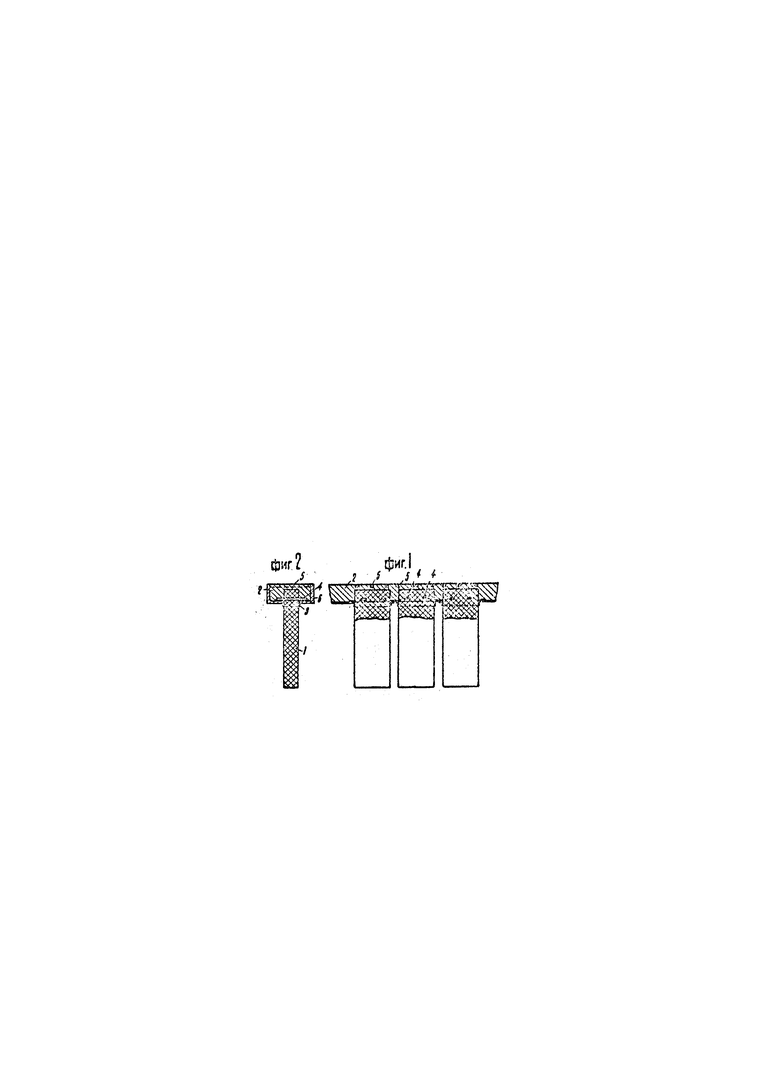
На чертеже фиг. 1 изображает общий вид контакта сбоку и фиг. 2 - поперечный его разрез.
Контактная головка 2 контакта, выполненная из легкоплавкого металла, например, из алюминия, расположена в обойме 6 из черного (тугоплавкого) металла, в дне которой имеется ряд отверстий для графитовых электродов 1; концы этих электородов закрепляются в обойме 6 при помощи уплотняющих втулок 3 и двух (на каждый электрод) штырей 4, пропущенных сквозь электроды и опирающихся своими концами на верхнюю часть втулки 3 (фиг. 2).
В качестве обоймы может быть использован швеллер или другой подобного же типа профиль.
Изготовление контакта производится следующим путем. Берется деталь 5, т.-е. швеллер, или другой профиль и в прорезанные в нем отверстия с обработанными кромками закладывается втулка 3, а затем графитовые электроды 1. Втулка 3 изготовляется из мягкой красной меди и должна быть настолько хорошо пригнана к деталям 6 и 1, чтобы она создавала вполне надежное уплотнение. После укладки всех анодных блоков, висящих на штырях 4, производится заливка расплавленным алюминием всей внутренней полости детали 6. При низких температурах, до 400-500° алюминий 2 находится на твердом состоянии, при температурах же выше 600° он будет находиться в расплавленном состоянии внутри детали 6. Такой способ выполнения контакта обеспечивает надежность его работы при температурах, примерно, до 700-800° (при выполнении детали 3 из красной меди) и устраняет возможность обгорания контактных поверхностей графита.
Подвод тока к залитому алюминию на чертеже не указан, однако, может быть легко осуществлен помощью алюминиевых же или медных шин.
Предлагаемый контакт может быть использован для подвода тока большей силы, например, в электролитических ваннах для электролиза расплавленных солей, в электропечах и пр. В таком виде, как изображено на прилагаемом чертеже, он может быть применен в электролизерах для получения металлического магния.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО КОНТРОЛЯ ТЕМПЕРАТУРЫ В ЭЛЕКТРОДУГОВОЙ ПЕЧИ | 2009 |
|
RU2422744C2 |
| Способ изготовления электродов для контактной электрической сварки | 1934 |
|
SU39285A1 |
| УСТРОЙСТВО ДЛЯ ПОДВОДА ТОКА К АНОДАМ МАГНИЕВОГО ЭЛЕКТРОЛИЗЕРА И СПОСОБ ЕГО МОНТАЖА | 2004 |
|
RU2273684C1 |
| ЭЛЕКТРОЛИТИЧЕСКАЯ ЯЧЕЙКА ВОССТАНОВЛЕНИЯ ДЛЯ ПРОИЗВОДСТВА МЕТАЛЛА | 1997 |
|
RU2178016C2 |
| Контейнер для горячего уплотнения порошков тугоплавких металлов | 1980 |
|
SU865532A1 |
| Способ получения хромовой бронзы | 2020 |
|
RU2731540C1 |
| СПОСОБ СОЕДИНЕНИЯ ПО МЕНЬШЕЙ МЕРЕ ОДНОГО ПРОВОДА С КОНТАКТ-ДЕТАЛЬЮ | 2005 |
|
RU2337442C1 |
| Неплавящийся электрод для дуговой сварки и способ его изготовления | 1986 |
|
SU1341871A1 |
| УСТАНОВКА БОКОВЫХ И ДОННЫХ ЭЛЕКТРОДОВ ДЛЯ ЭЛЕКТРОПЛАВИЛЬНЫХ РЕАКТОРОВ И СПОСОБ ПОДАЧИ ТАКИХ ЭЛЕКТРОДОВ | 2008 |
|
RU2482199C2 |
| ЛИТЕЙНЫЙ АНТИФРИКЦИОННЫЙ СПЛАВ НА ОСНОВЕ АЛЮМИНИЯ ДЛЯ МОНОМЕТАЛЛИЧЕСКИХ ПОДШИПНИКОВ СКОЛЬЖЕНИЯ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2014 |
|
RU2571665C1 |
1. Контакт из легкоплавкого металла для графитовых электродов, выполненный в виде литой головки, окружающей конец электрода, отличающийся тем, что, с целью предупреждения вытекания контактного металла, например, алюминия при высокой рабочей температуре, контактная головка 2 помещена в обойму 6 из тугоплавкого металла.
2. Форма выполнения контакта по п. 1, отличающаяся тем, что обойма снабжена отверстием, в которое входит конец графитового электрода, уплотненный втулками 3, прижатыми внутри обоймы штырями 4, пропущенными сквозь электроды.
