Изобретение относится к области машиностроения и может быть использовано для изготовления деталей типа тел вращения.
Известны валки для поперечно-клиповой нрокатки одиовременно двух деталей, включающие форлюобразующий и калибрующий участки, одиолезвийные разрезные иожи.
Предлагаемый валок отличается тем, что он снабжен дополнительно разрезным ножом с двумя режущими лезвиями, разделенными между собой канавкой, размещенным в конце формообразующего участка. Это нозволяет иовысить качество и иолучить требуемые формы торцов и размеры деталей.
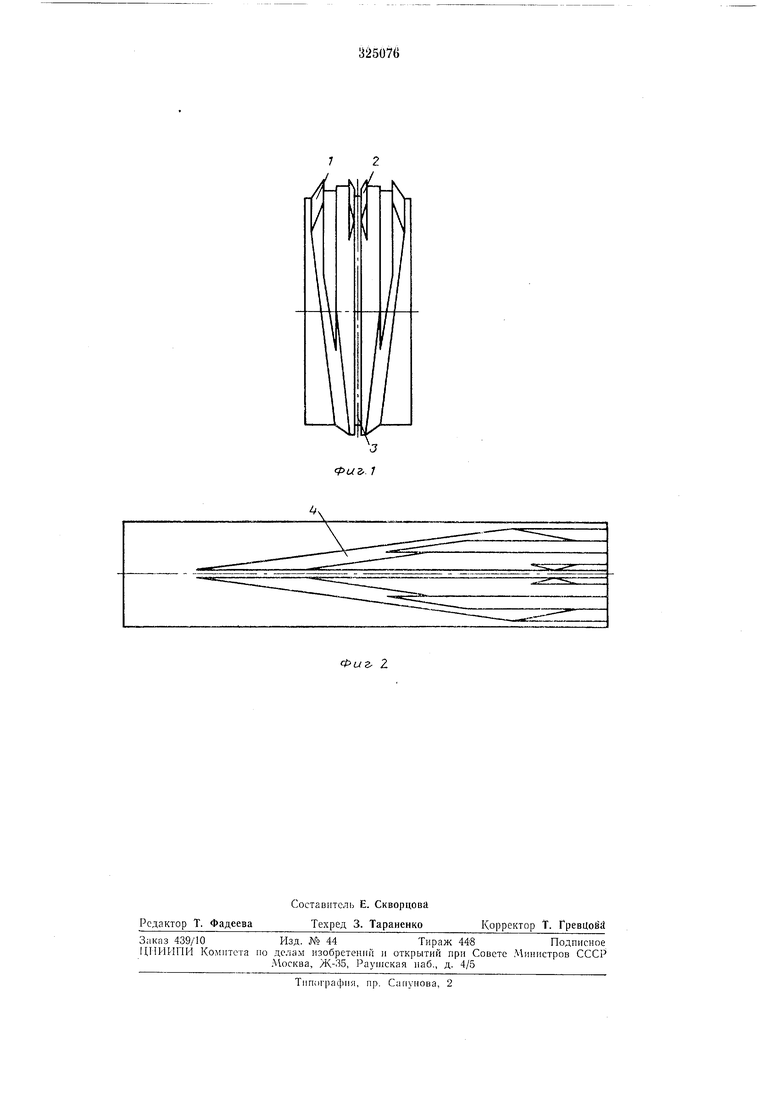
Па фиг. 1 показан предлагаемый валок, впд спереди; на фиг. 2 - развертка профиля валка.
Валок имеет основные разрезные ножи / ;i снабжен доиолнительпо разрезиым иожом 2 с двумя режущими лезвиями, между которыми имеется капавка 5 для размен1,ения образующегося отхода металла. Размеры канавки определяются расчетным путем из условия свободного размещения отхода металла. Плавный подъем режущих лезвий ножа 2 от основания до верщины осуществляют нутем среза их исходного кольцевого профиля спиралевидными конусными поверхностями встречного направления с геометрическими параметрами, которые могут быть равны
соответствующим пара.метрам основного деформирующего клина 4. Разрезной пож 2 располагают в конце формообразуюп ого ii)()филя валка с таким расчетом, чтобы ка.шбрующие участки на основных разрезных / и дополнительном разрезном 2 ножах были примерно одинаковой величины.
В процессе нрокатки сначала осупичтп; яется фор.мообразозаиие периферийного профиля заготовки для двух деталей, после чего вступают в работу разрезщле / и разрезной 2 ножи, офо1)мляюии1е то)11,ы дета.1ей. Благодаря тому, что оформление обоих торцов дота;1ей осуществляется одновременно, исключается осевое смени пие деталей и обеопечииаетси качественное калпброваине торцон, пх тр(ч )уомая форма и шзмеры деталей.
П р о д м о т и 3 о б р е т е п и я
Ba;iOK для ноиеречио-клиповой прокатки одновременно двух деталей, включающнй формооиразу1оц;ий ir к;1либ1пющий участки, однолезвийные |зазрез11ые ножи, OT.uiiiiioii{iiiiCf тем, что, с целью новьннепия качества и получения требуемых формы торцов и размеров деталей, он снабжен дополнительно разрезным иожом с двумя режущими лезвиями, разделенными между собой канавкой, размещенным в конце формообразующего участка,
Фиг, 2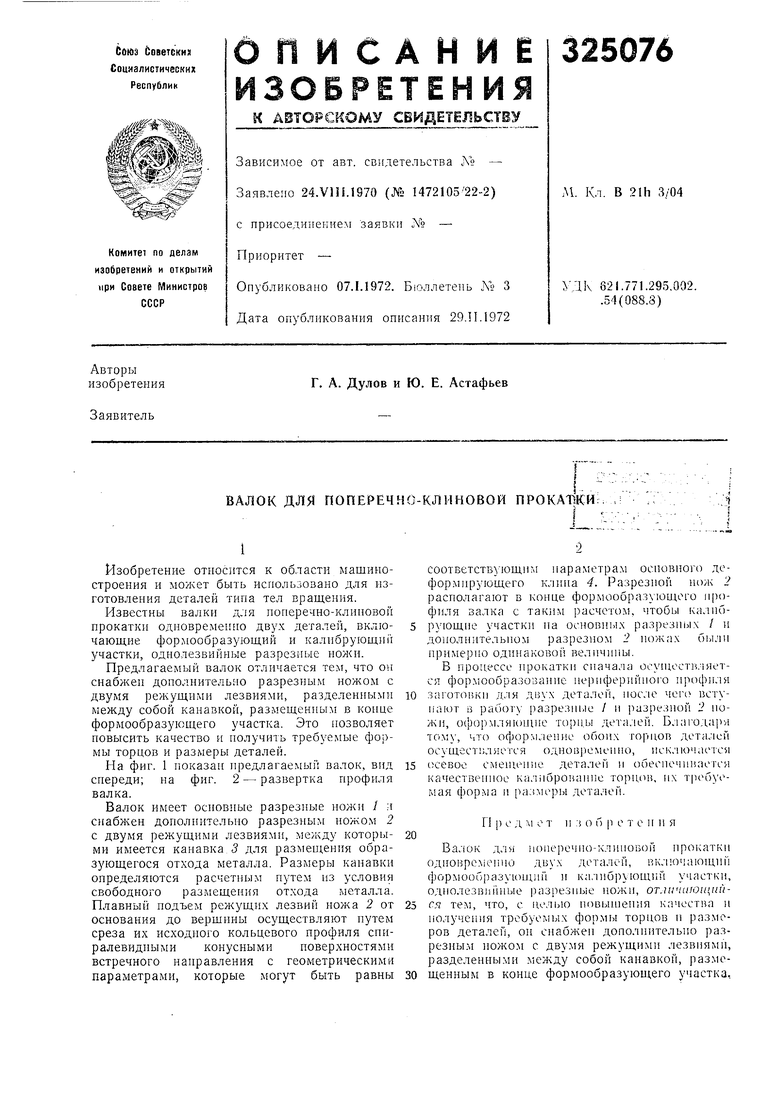
| название | год | авторы | номер документа |
|---|---|---|---|
| Валок для холодной поперечно-клиновой прокатки | 1979 |
|
SU946751A1 |
| Прокатная клеть | 1983 |
|
SU1115818A1 |
| Устройство для поперечно-клиновой прокатки прутковой заготовки | 1987 |
|
SU1465161A1 |
| Устройство для накатки зубчатых профилей на валах | 1980 |
|
SU956117A1 |
| Устройство для штамповки деталей из эластичных материалов | 1981 |
|
SU979152A1 |
| Инструмент для поперечно-клиновой прокатки спаренных ступенчатых валов | 1989 |
|
SU1690929A1 |
| ВАЛОК ДЛЯ ПОПЕРЕЧНО-КЛИНОВОЙ ПРОКАТКИ | 1972 |
|
SU337169A1 |
| Валок для пильгерной прокатки труб | 1974 |
|
SU505454A1 |
| Устройство для поперечно-клиновой прокатки | 1980 |
|
SU863106A1 |
| Устройство для подачи и поперечной резки листовых материалов | 1975 |
|
SU556000A1 |