Изобретение относится к области кузнечнопрессового оборудования.
Известно устройство для регулирования закрытой высоты пресса, содержащее установленные на верхней траверсе пресса неподвижный клин и взаимодействующий с ним подвижный клин, снабженный регулировочным винтом.
Закрытая высота устанавливается перед штамповкой путем вращения лимба с гайкой и не изменяется в процессе автоматических лодов пресса. В каждом конкретном случае она регулируется и остается постоянной в процессе щтамповки, что является большим недостатком указанного клинового механизма особенно там, где необходимо деформировать матрицами заготовку не за один рабочий ход ползуна пресса, a последовательно за несколько ходов с расчленением общей деформадии на несколько малых Или, например, при получении длинных конусных деталей постепенным проталкиванием заготовки через матрищы, когда длина деталей превышает длину матриц пресса.
Предлагаемое устройство отличается от известного тем, что для регулирования закрытой высоты пресса в процессе автоматической работы его оно снабжено двигателем для перемещения винта, пропущенного через сквозное отверстие в подвижном клине, a
также установленным соосно винту и жестко с ним соединенным валом с размещенными на нем сцепной и обгонной муфтами, при этом корпус последней подпружинен в осевом направлении и соединен посредством рычага и тяги с нижней траверсой пресса, a на подвижно.м клине установлены воздействующие на 1муфту толкатели. Это устройство позволяет деформировать заготовку не за один рабочий ход пресса, a последовательно за несколько ходов с расчленением общей деформации на несколько малых или, например, при получении д.чинньк конусных деталей постепенным проталкиванием заготовки через
матрицы, когда длина деталей превышает длину матриц пресса. Кроме того, изменение закрытой высоты пресса в процессе деформации заготовки не за один рабочий ход пресса, ai последовательно за несколько автоматических ходов позволяет получить конические детали, длина которых превышает длину матриц пресса, a также детали, имеющие сложные внутренние зг наружные поверхности.
Устройство позволяет рег лировать величину изменения закрытой высоты на каждый рабочий ход ползуна пресса или после определенного изменения автоматически устанавливать его заданную величину, не изменяемую при последующих автоматических ходах ползуна пресса.
На фиг. 1 показано описываемое устройство, вид спереди с частичным разрезом; на фиг. 2 - то же, вид по стрелке А на фиг. i; на фиг. 3 - то же, сечение по Б-Б на фиг. I.
Устройство для регулирования закрытой высоты пресса при штамповке содержит установленные на верхней траверсе пресса неподвилгный клин 1 и подвижный клин 2с эл.липсным отверстием, в которое входит плавающий хвостовик 3, закрепленный на верхней траверсе пресса. В подвижный клин ввинчен винт 4 с бур.том, закрепленный от осевого пepeмieщeния стойкой 5, буртом винта и сцепной муфтой 6.
Сцепная 6 и обгонная 7 имуфты размещены на валу, установленном соосно винту и жестко с ним соединенном.
Корпус обгонной муфты подпружинен пружиной 8 в осевом на1правлении и соединен посредством рычага 9 и тяги 10 с нижней ,траверсой пресса.
Устройство снабж1ено двигателем // для перемещения винта. На подвижном клине установлены два толкателя 12, размыкающие сцепную муфту.
Работает устройство следующим образом.
Перед иачалом работы подвижный клин, а с ним и толкатели двигателам отводятся в крайнее правое пололсение. Муфта 7 под действием пружины смыкает муфту 6; между толкателя ми и корпусом муфты 7 образуется зазор. В этом положении подвижного клина закрытая высота пресса увеличивается. Зазоры между матрицами пресса увеличиваются на величину изменения закрытой высоты.
При дви(Жении верхней траверсы пресса вниз тяга 10 поворачивает на определенный тол рычаг Я при этом муфТа 7 работает вхолостую, и зазор между матрицами не меняется. При движении верхней траверсы вверх яга поворачивает рычаг и корпус муфты 7 в обратном направлении, при этом муфта ра.ботает и поворачивает через муфту 6 винт, который, ввинчиваясь в клин 2, сообщает движение влево на определенную величину, уменьшая закрытую высоту пресса и зазор между матрицами. Затем заготовка деформируется на величину уменьшения закрытой высоты. Если ходы повторяются, то уменьшение будет при каждом повторном ходе. Уменьшение закрытой высоты будет продолжаться при непрерывных ходах ползуна пресса до тех пор, пока толкатели не достигнут торца корпуса муфты 7 и не разомкнут муфту 6, после чего винту не передается прерывистое вращательное движение, клин 2 останавливается, несмотря на работу пресса..
Можно так настроить устройство, чтобы изменение закрытой высоты пресса длилось до момента достижения закрытой высоты штампа, после чего штамп работает, как и без устройства. По окончании процесса деформирования и отключении устройства клин 2 отводится двигателем в крайнее правое положение. Цикл повторяется.
Для увеличения закрытой высоты при автоматической работе пресса неподвижный и подвижный клинья необходимо развернуть на. 180° вокруг хвостовика, а тяги и винт ввинтить в отверстия подвижного клина с обратной стороны. При этой незначительной переналадке устройство обеспечит увеличение закрытой высоты при автоматической работе пресса.
Предмет изобретения
Устройство для регулирования закрытой высоты пресса, содержашее установленные на верхней траверсе пресса неподвижный клин и взаимодействующий с Н1им подвижный клин,
снабженный регулировочным .винтом, отличающееся тем, что, с щелью обеспечения регулирования закрытой высоты в процессе работы пресса, оно снабжено двигателем для перемещения винта, пропущенного через сквозное отверстие, выполненное в подвижном клине, а также установленным соосно винту и жестко с ним соединенным валом с размещенными на нем сцепной и обгонной муфтами, при этом клрпус последней подпружинен в
осевом направлении, и соединен посредством рычага и тяги с нижней траверсой пресса, а на подвижном клине установлены воздействующ1ие на муфту толкатели.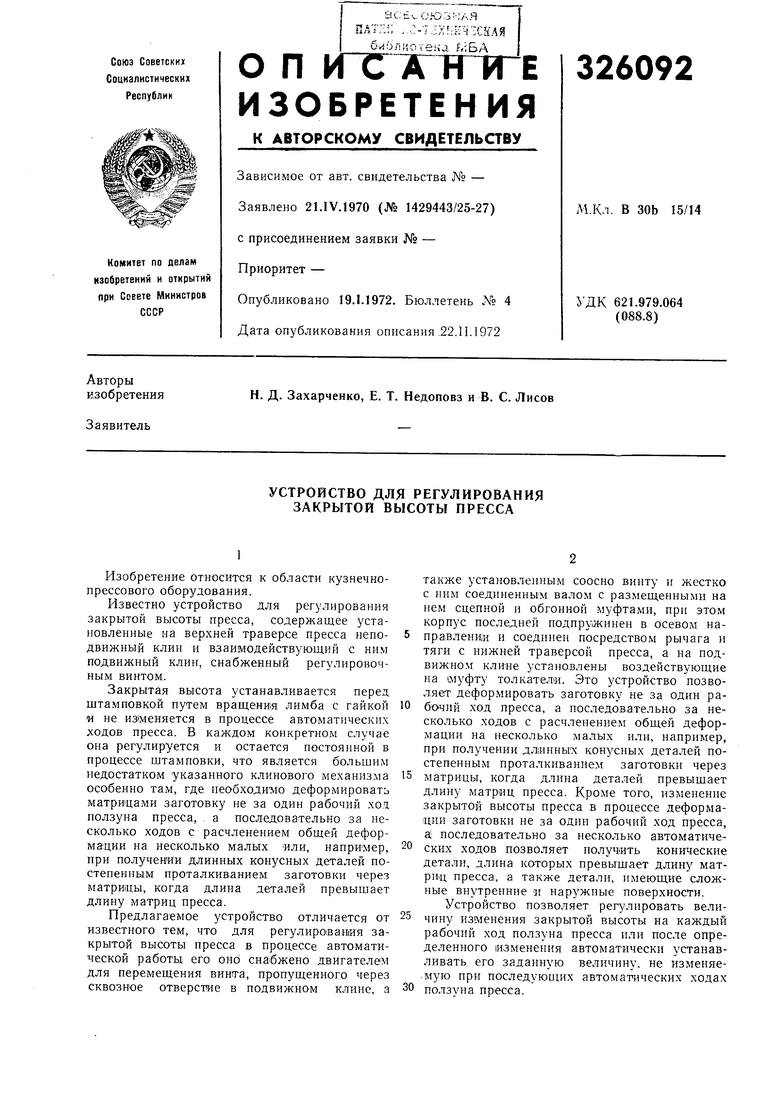

| название | год | авторы | номер документа |
|---|---|---|---|
| Нижний выталкиватель вертикального пресса | 1984 |
|
SU1193016A1 |
| Штамп для гибки деталей,преимущественно,типа восьмерки | 1985 |
|
SU1304960A1 |
| Штамп для вырубки деталей из ленты или полосы | 1982 |
|
SU1031579A1 |
| ПРЕСС КРИВОШИПНЫЙ | 1998 |
|
RU2146197C1 |
| ШТАМП-АВТОМАТ | 2000 |
|
RU2193941C2 |
| ШТАМП ДЛЯ ОБЪЕМНОГО ДЕФОРМИРОВАНИЯ И ОБРЕЗКИ ПОКОВОК | 1992 |
|
RU2018401C1 |
| Штамп для реверсивной вытяжки | 1986 |
|
SU1386335A1 |
| Штамп с устройством для выталкивания изделий | 1990 |
|
SU1734909A1 |
| Устройство для изготовления и расклепки штырей в платах | 1983 |
|
SU1152691A1 |
| Совмещенный штамп для объемной штамповки и обрезки поковок | 1988 |
|
SU1538976A1 |
в I
