(Л
со to
О)
00 ю ел
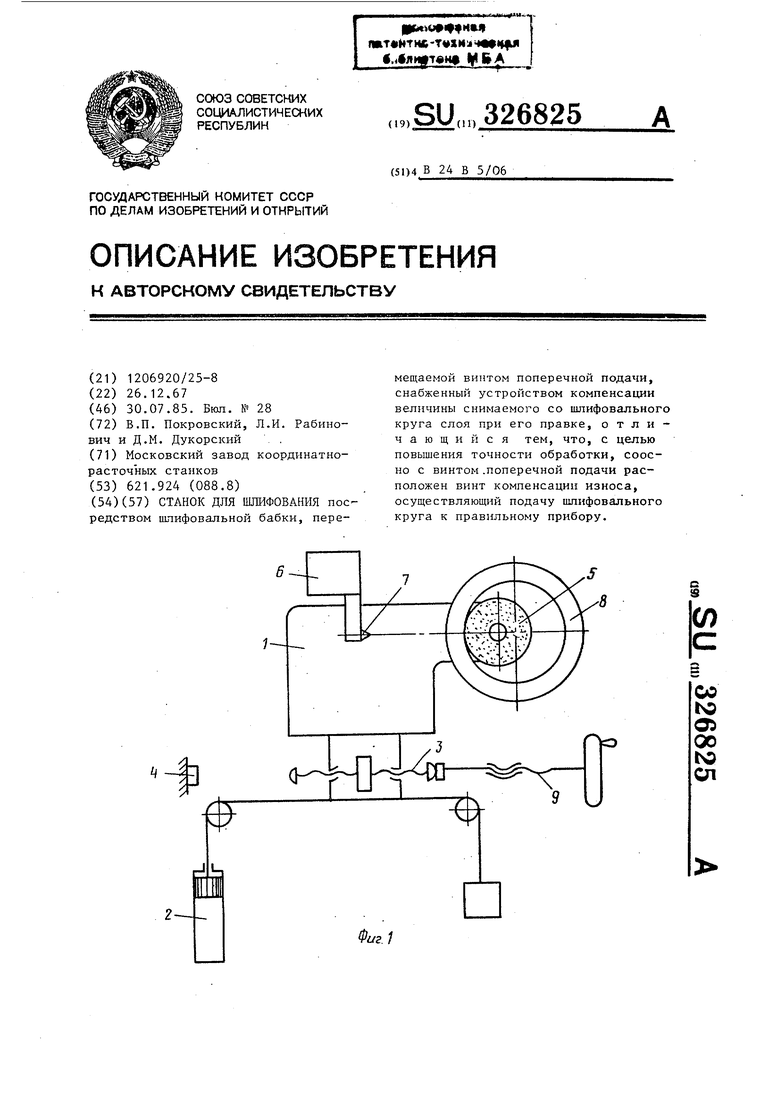
1 Изобретение относится к области станкостроения и может быть использовано- на любом шлифовальном станке Известны станки для шлифования, на шлифовальных бабках которых уста новлен правильный прибор с устройст вом для IcoMneHcaLijiH величины снимаемого-слоя при правке. Перемещение правильного прибора и поворот гайки или винта перемещения шлифовальной бабки могут быть связаны жесткой кинематической цепью или произвЬййться от отдельных механизмов. Недостатком таких конструкций является сложность их изготовления и наличие погрешностей, возникающих в кинематических звеньях, участвующих в перемещении правиль.ного прибо ра и шлифовального круга. Цель изобретения - повысить точность обработки. Для этого соосно с винтом поперечной подачи, расположен винт компенсации износа, осуществляющий подачу шлифовального круга к правильному прибору. На фиг. 1 показано положение шли фовальной бабки при обработке изделия; на фиг. 2 - положение шлифовал ной бабки при правке. 5 1л5р,того чтобы произвести правку шлифовального круга, шлифовальная бабка 1 при помощи гидроцилиндра или другого какого-либо устройства 2 отводится назад до тех пор, пока задний торец винта 3 компенсации износа не упрется в упор 4, неподвижно закрепленный на станине станка. При этом шлифовальный круг 5 подходит к правильному прибору 6, установленному неподвижно на станине станка так, что алмаз 7 касается образующей круга. Для того чтобы произвести правку, винт 3 поворачивают на угол, определяемьй величиной снимаемого слоя при правке. Шлифовальная бабка 1 перемещается относительно винта 3 на правильный прибор, после чего происходит правка. При обработке детали 8 рабочее положение шлифовальной бабки 1 определяется положением винта 9 поперечной подачи, соосного с винтом 3 компенсации износа шлифовального круга. Работа остальных узлов станка осуществляется по характерной кинематической схеме шлифовальных стан-ков.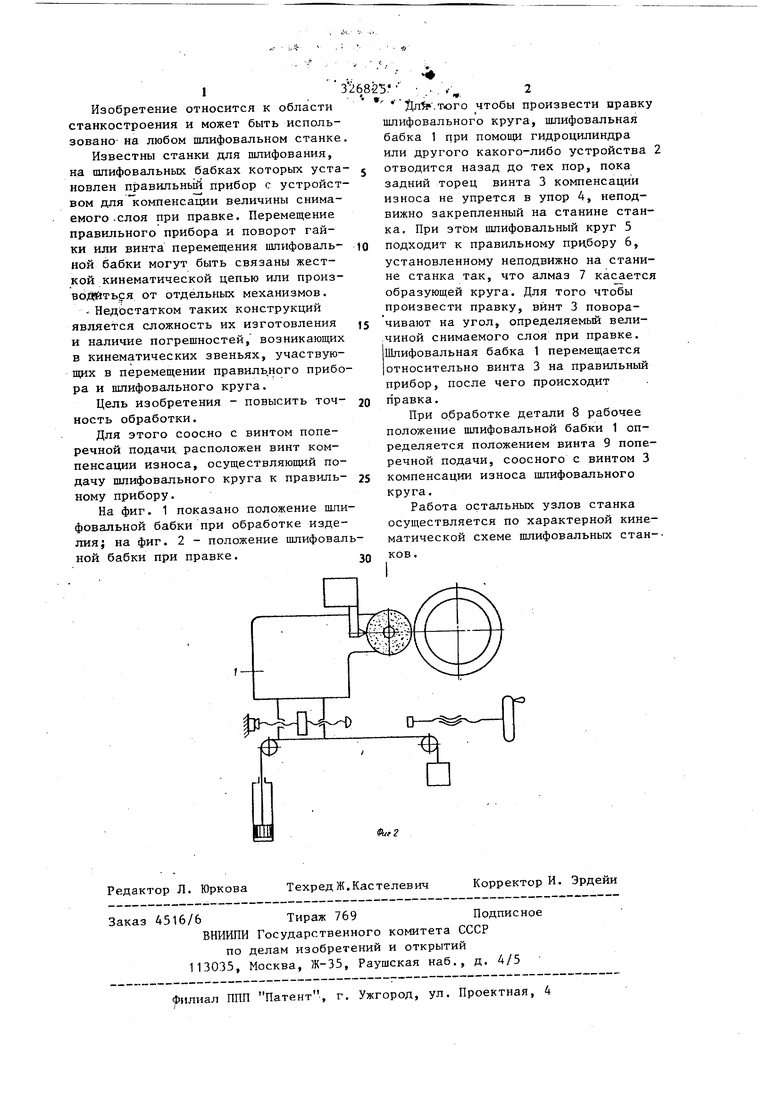
| название | год | авторы | номер документа |
|---|---|---|---|
| Бесцентровый станок для наружного круглого шлифования | 1957 |
|
SU112654A1 |
| КРУГЛОШЛИФОВАЛЬНЫЙ СТАНОК | 2018 |
|
RU2697533C1 |
| БЕСЦЕНТРОВЫЙ КРУГЛОШЛИФОВАЛЬНЫЙ СТАНОК | 2019 |
|
RU2722943C1 |
| Бесцентровый круглошлифовальный станок | 2017 |
|
RU2679809C1 |
| УНИВЕРСАЛЬНЫЙ КРУГЛОШЛИФОВАЛЬНЫЙ СТАНОК | 1992 |
|
RU2050248C1 |
| Шлифовальный станок с числовым программным управлением | 1985 |
|
SU1316795A1 |
| Механизм поперечных подач кругло-шлифОВАльНОгО CTAHKA | 1979 |
|
SU837819A1 |
| Устройство для обработки торцев пру-жиН | 1978 |
|
SU837777A1 |
| Способ шлифования деталей типа колец подшипников | 1982 |
|
SU1066784A2 |
| Бесцентрово-шлифовальный автоматический станок | 1961 |
|
SU149320A1 |
СТАНОК ДЛЯ ШЛИФОВАНИЯ посредством шлифовальной бабки, перемещаемой винтом поперечной подачи, снабженный устройством компенсации величины снимаемого со шлифовального круга слоя при его правке, отличающийся тем, что, с целью повышения точности обработки, соос- но с винтом .поперечной подачи расположен винт компенсации износа, осуществляющий подачу шлифовального круга к правильному прибору.