Изобретение относится к машиностроению, в частности к станкострое нию, и может быть использовано -для корре-ктировки высоты борта при одновременном шлифовании дорожки качения и бортиков детале й .типа колец подтип НИКОВ. . . По основному авТс св,, № 495191 известен способ шлифования деталей типа колец подшипников, согласно которому одновременно обрабатывают борт и дорожку качения. При,обработке внутренних колец роликовых подшипников движения подачи и компенсации износа шлифовального круга не совпадают о.Движение компенсации .осуществляют в направлении.,, перпендикулярном оси круга, а движение подачи под углом к оси изделия, причем угол между движениями подачи и компенсации износа шлифовального круга, изменяют в пределах 15-25 1. Недостатком известного способа является то, что при одновременном шлифовании борта и дорожки -качения колец подшипников вследствие температурных деформаций странна, неравномерного износа алмазного Инструмента правящего поверхности шлифовальн-огокруга, и других погрешностей .происходит изменение размера по высоте борта при достижении постоянного заданного размера, дорожки качения Цель изобретения --повышение размерной точности по высоте борта при одновременной обработке борта и дорожки качения внутренних колец роликоподшипников . Поставленная цель достигается тем что согласно способу шлифования дета лей типа колец подшипников, при непользовании которого движение подачи и компенсации износа шлифовального круга не совпадают, движение компенсации осуществляют в Е аправлении,. перпендикулярном оси круга, а движение подачи - под yrJiOM к оси изделия дополнительно ос 1цестзл.яют..:омпенса1 ионное перемещение бабки изделия в направлении, перпендикулярном оси шлифовального круга, дзеличину которо го, определяют .по формуле п 8sin ( о - -; 5 I где л ( - величина отклонения высоты борта .от заданного; Л угол, определяющийнаправ. . ление подачи, . На фиг 1 показан бесцентровый круглошлио)овальный станок для реалкзации предлагаемого способа; на фиг. 2 вид А на фиг о 1, На станине 1 круглошлифозального станка неподвижно закреплена шлифо-вальная бабка 2 и размещен стол 3 для осуществления компенсации износа шлифовального круга. Стол 3 установлен с возможностью перемещения в направлении, перпендикулярном.оси шлифо.вального круга. На столе 3 под углом 15-20°к его направляющим (не показаны) расположены салазки 4 с закрепленной на них бабкой 5 изделия, Е1 правой, части станка установлен прибор 6 правки шлифовального круга,; На бабке изделия размещен измерительный прибор 7 для контроля обрабатываемого диаметра дорожки качения. . . При шлифовании деталей типа колец подшипников .обрабатываемую деталь . крепят.на бабке 5 изде.лия. Перемещением салазок 4 с бабкой 5 изделия осуществляют врезную подачу изделия на шлифовальный круг и производят одновременную обработку дорожки ка- . чения и борта колец подшипников. При шлифовании деталей проис.ходит изнашивание шлифовального круга. Для восстановления режущей поверхности шлифованного круга осуществляют его правку Для этого прибор б правки перемещают в направлении, перпендикулярном оси шлифовального круга, на ве.личину съема абразива Одновременно с прибором б правки для компенсации износа шлифовального круга на ту же величину в направ™ Ленин, перпендикулярном оси шлифовального к..руга, перемеш,ают стол 3 компенсации -износа шлифовального круга. В процессе обработки измерительным прибором 7 контролируют обрабаTbiBaeivbffi диаметр дорожки качения „ При достижении заданного диаметра дорожки ка чения процесс ишифования прекращают -и осуществляют контроль р.азмера по высоте борта При отклонении контролируемого размера от заданного определяют ве.пичи.чу отклонения и осуш,ествляют корректировку допо.пнительного перемеш.ени.я бабки изделия внаправленииf перпендккулярном оси шлифовального круга па зеличину, определяемую по а ues-inf S°- A) s-f/- 7f .. где 4(5- величина отклонения высоты . борта от заданного размера; Л - угол,- определяющий направление подачи .3 Да;7ее процесс шлифования продолжаете я, Способ шлифования деталей типа ко.пец подг;.1ипников осуществлен при обработке вЕ утреннего кольца коническо1о рОликоподшипн1йка 7.322 на станке мод. ME 234СО, При этом были использованы шлифовальные круги ПП50040305. 24А16СМ17К5, Контролируемые разг-геры деталей, обраба/л-ываег шх преДьПс4гаемьм способом, были следующими, MMS
Диаметр роликовой дорожки140,76
Высота борта 1,1
Допуск на диаметр роликовой дорожки0,02 Допуск на высоту борта0,03 Обработка указанных деталей осуествлялась при следующих режимах. Окружная скорость шлифовального круга м/с,50 Окружная скорость изделия, м/мин 48 Величина подач, м/мин
Форсированная 4 Черновая0,5
Чистовая . .0,1 Выхаживание, с7 .
Глубина правки, мм 0,03 Скорость правки, мм/мин .
По роликовой дорожке . 200 По бортуi450
Величина снимаемого припуска, мм
По роликовой до рожке0,2
По борту0,1
Предложенный способ по сравнению со способом, реализованным в круглошлифовальном автомате мод. ME 224С1 позволяет -повысить точность обработки деталей типа колец подшипников по параметру высота борта с 0,08-0,1 мм до 0,02-0,03 мм за счет осуществления дополнительного корректируемого перемещения бабки изделия в направлении, перпендикулярном оси шлифовального круга, а также дает возможность повысить производительность работы станка на 8-10% за счет исключения потерь времени на разогрев станка для уменьшения влияния тепловых деформаций на точность о.бработки.
Таким образом, изобретение поззоляет повысить размерную точность по
высоте борта при одновременной обработке борта и дорожки качения внутренних колец роликоподшипников.
Вид А

| название | год | авторы | номер документа |
|---|---|---|---|
| Способ шлифования деталей типа колец подшипников | 1973 |
|
SU495191A1 |
| КРУГЛОШЛИФОВАЛЬНЫЙ СТАНОК | 2018 |
|
RU2697533C1 |
| Бесцентрово-шлифовальный станок | 1973 |
|
SU462705A2 |
| Бесцентровый круглошлифовальный станок | 2017 |
|
RU2679809C1 |
| СПОСОБ ШЛИФОВАНИЯ НАРУЖНЫХ КОНИЧЕСКИХ ПОВЕРХНОСТЕЙ ЗАГОТОВОК КОЛЕЦ | 1992 |
|
RU2041046C1 |
| БЕСЦЕНТРОВЫЙ КРУГЛОШЛИФОВАЛЬНЫЙ СТАНОК | 2019 |
|
RU2722943C1 |
| СТАНОК ДЛЯ ФИНИШНОЙ ОБРАБОТКИ ПОВЕРХНОСТЕЙ ВРАЩЕНИЯ ДЕТАЛЕЙ | 2019 |
|
RU2728140C1 |
| Устройство для шлифования дорожек колец подшипников | 1981 |
|
SU963821A1 |
| УНИВЕРСАЛЬНЫЙ КРУГЛОШЛИФОВАЛЬНЫЙ СТАНОК | 1992 |
|
RU2050248C1 |
| Круглошлифовальный станок для врезного шлифования | 1972 |
|
SU592583A1 |
СПОСОБ ШЛФОВАНИЯ ДЕТАЛЕЙ ТИПА КОЛЕЦ ПОДШИПНИКОВ ПО авт.св. № 495191, о т л и ч а ющи и с я тем, что, с целью повьпиения размерной точности по высоте борта при одновременной обработке борта и дорожки качеЕ ия внутренних колец роликоподшипников, дополнительЕЮ осуществляют компенсационное перемещение бабки изделия в направлении, перпендикулярном оси шлифовального круга, величину которого определяют по фор л ) ----ттттл где/5(- величина отклонения высоты борта от заданного-размера; Д - угол, определяющий направление подачи,с: S ЛЙЙЛКЖ L .anmk Waw о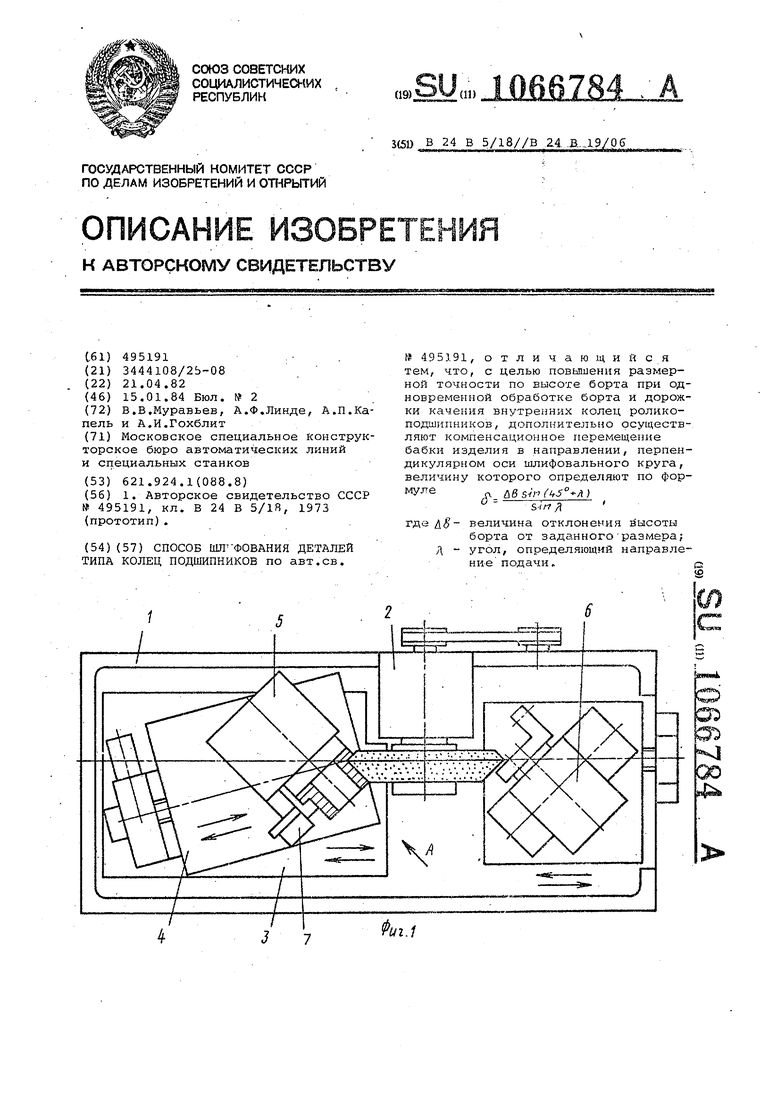
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Способ шлифования деталей типа колец подшипников | 1973 |
|
SU495191A1 |
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |
