В настоящее время тонкая фанера лроизводится, главным образом, клейкой шпона сырым горячим способом в гидравлических прессах. Полученная таким образом фанера имеет расширенные поры, вследствие разрыва волокон при усушке, и не отвечает техническим требованиям авиопромышленности. С целью клейки тонкой фанеры сухим горячим способом предлагается станок, в котором совокупно применены: сушилка для шпона, состоящая из пустотелых обогреваемых изнутри паром плит, валики для намазки клеем средних листов шпона, полые пресс-вальцы и игольчатые транспортеры для передачи намазанных клеем листов шпона к пресс-вальцам.
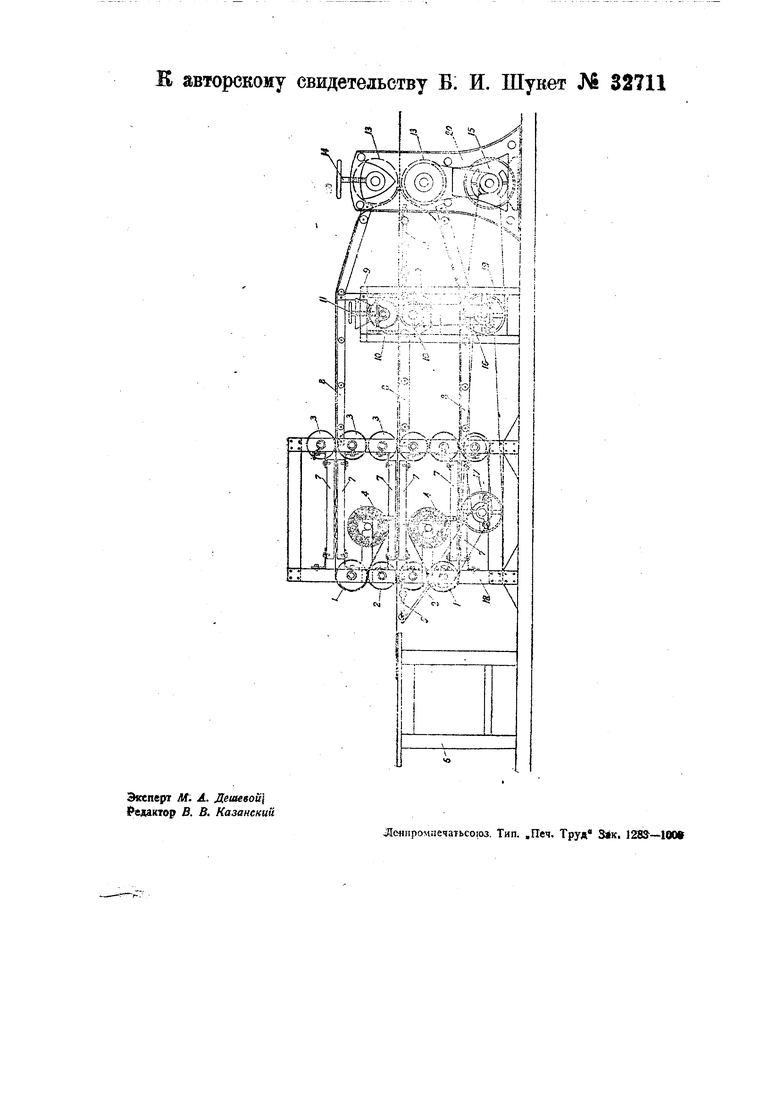
На схематическом чертеже изображен вид предлагаемого станка сбоку.
Передняя часть предлагаемого станкасушилки состоит из рамы 18, в которой помещены спереди четыре валика /, /, 2, 2, три пары плит 7 и три пары расположенных за последними валиков 3. Все указанные валики и плиты снабжены полостями для подачи в них пара. За каждой парой валиков 3 расположены транспортеры 8, ведущие шпон в пресс-вальцы /5, причем средний транспортер 8, подающий средний шпон в клеевые валики JO, имеет своим продолжением до вальцев /3 транспортер 72
(350)
С игольчатыми роликами. Пресс-вальцьеf3 монтированы в массивной раме 20 иь имеют полости для пара.
Движущие части станка приводятся в движение от мотора J5 посредствомцепей Галля через контрприводы J6, 17. Линейная скорость валиков 2, 3, 9, 13 и транспортеров 8, 12 одинакова и отлична от скорости валиков 7,1, которая немногобольше за счет увеличения их диаметра. Это увеличение скорости предусмотрено для компенсации подачей усадки шпона во время сушки.
Впереди станка расположен стол 6, на котором укладываются листы среднего шпона, передаваемые по транспортеру 5 в вальцы 2. Сырой шпон, намотанный на катушки 4, помещается на кронштейны в промежутке между плитами 7 и свободный конец его пропускается в обхват валика 1. Далее шпон проходит между плитами 7 и поступает в соответствующую пару валиков 5, которые, прижимаясь друг к другу, кроме сушки, еще и выравнивают его. Высушенный таким образом шпон с обеих катушек. поступает на транспортер 8.
Средний шпон, уложенный на сТол бпо одному листу вдоль волокон, подается транспортером 5 в пару валиков 5,, которые прижи((1аясь друг к другу, увлекают его за собой и подают между плита5ии , откуда он поступает в пару валиков
3 и затем, уже высушенный, поступает на
транспортер. Последним средний шпон
подается в клеевые валики fO, питаемые
«леем из клеевых корыт 9 и снабжен-«ые регулирующим винтом /7 для изме«ения толщины слоя клея. Далее сред ний шпрн с нанесенным на него клеем
подается игольчатым транспортером 72
одновременно с верхним и нижним щпо«ом к пресс-вальцам 75, прессующим
Ш1ПОН в листы, причем волокна всех
Трех слоев располагаются перпендику-пярно друг-К. другу.
Предмет изобретения.
Станок для изготовления клееной листовой фанеры отличающийся созокупньгм применением: а) сушилки для шпона, состояш,ей из трех пар пустотелых плит 7, монтированных в общей раме, Ь) вальцев W для нанесения клея на средний лист шпона, с) полых, обогреваемых изнутри паром, вальцев J3, предназначенных для склеивания трех листов шпона в трехслойную фанеру, и d) транспортера 72 с игольчатыми роликами для передачи листов с нанесенным на них клеем от валиков JO к прессующим валикам 75.
о
г -г--Г,та; V-:. ,-,{-/ /.: I /
ii№/i%C
l:iJ.Jj|
ра ; р /
д
/ С)
| название | год | авторы | номер документа |
|---|---|---|---|
| Линия для изготовления древесного слоистого материала (и ее варианты) | 1982 |
|
SU1021608A1 |
| СПОСОБ ПОЛУЧЕНИЯ ПРОФИЛЬНЫХ ИЗДЕЛИЙ НА ОСНОВЕ ДРЕВЕСНОГО ШПОНА | 1997 |
|
RU2122942C1 |
| ЛИНИЯ ИЗГОТОВЛЕНИЯ ФАНЕРЫ | 1972 |
|
SU346109A1 |
| СПОСОБ СКЛЕИВАНИЯ ФАНЕРЫ | 1930 |
|
SU36998A1 |
| Автомат для изготовления и укладки в пеналы рулончиков клейкой бумажной ленты для ловли мух | 1959 |
|
SU127131A1 |
| Способ и устройство для изготовления фанеры | 2019 |
|
RU2719782C1 |
| Способ получения фанеры и древесных пластиков | 1945 |
|
SU69001A1 |
| Способ изготовления древесного материала большого формата | 1983 |
|
SU1140951A1 |
| Способ склеивания пластин в многослойной панели (варианты) | 2016 |
|
RU2627396C1 |
| Линия изготовления древесного слоистого материала | 1987 |
|
SU1498613A1 |