Изобретение относится к области автоматики и может быть использовано для синхронизации скорости летучих гидравлических ножниц при мерной резке труб на беспрерывных трубоэлектросварочных станах.
В известных устройствах управления летучими ножницами, содержащих схемы совпадения, элементы «ИЛИ, датчик перемещения и меры трубы, зал имное устройство, регулятор скорости ноЖНиц, датчик перемещения ножниц, триггер знака, датчик окончания реза и интегрирующий счетчик, имеет место неудовлетворительный разброс меры из-за погрещности установки иожниц в исходное состояние после реза.
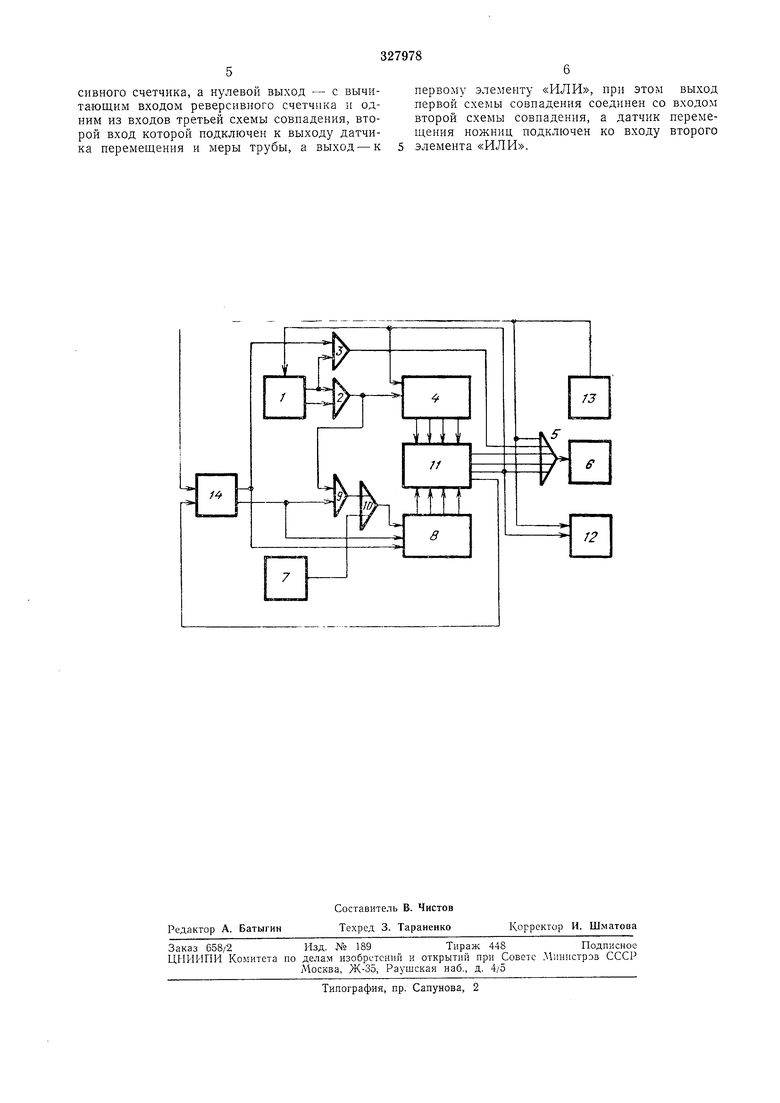
В предлагаемое устройство для повыщеиия точности работы введены реверсивный счетчик и многовыходиой дещифратор состояний счетчиков, входы которого соединены с выходами суммирующего и реверсивного счетчиков, а выходы дешифратора через первую схему «ИЛИ связаны со входом регулятора скорости ножниц; при этом выход дещифратора нулевого положения реверсивного счетчика соединен со входом триггера знака, единичный выход которого соединен с суммирующим входом реверсивного счетчика и одной из схем совпадения, а ее второй вход объединен со счетным входом суммирующего счетчика, а выход ее через вторую схему «ИЛИ подключен к счетному входу реверснвного счетчика; пулевой выход триггера знака соед1 1 ен с вычитающим входом реверсивного счетчика и другой схемой совпадения, второй вход которой подключен к выходу датчика перемещения и меры трубы, а ее выход через первую схему «ИЛИ соединен со входом регулятора скорости ножниц. На чертеже приведена структурная схема
устройства.
На схеме показаны: датчик / перемещения и меры трубы с потенциальным и импульсным выходами; схемы совпадения 2 и 3; интегрирующий счетчик 4; схема «ИЛИ 5; регулятор
скорости иожниц 6; датчик перемещения ножниц 7; аналогичный датчику перемещения и меры трубы; реверсивный счетчик 8; схема совпадения 9; схема «ИЛИ 10; дещифратор с четырьмя выходами 11; зажимное устройство 12: датчик окончания реза 13: триггер знака реверса счета М.
Датчик перемещения и меры трубы выполнен на основе мерного ролика и схемного, объединен с десятичным делителем частоты
с переменным коэффициентом деления. Генерируемые датчиком импульсы поступают на десятичный делитель и схему совпадения 2, причем количество их пропорционально величине, а частота - скорости nepeMcineiiiiH
При достижении меры иа схемы совпадения 2 и 5 с потеициальиого выхода датчика иеремещения и меры трубы поступает разрешающий потенциал и открывает их. Через открытую схему совпадения 2 импульсы с датчика перемещения и меры трубы поступают иа вход иитегрирующего счетчика 4. Это дает возможность фиксировать удаление меры от ножниц с момента подачи сигнала с открытой схемы совнадения 3 через схему «ИЛИ 5 иа вход гидравлического дискретного регулятора скорости иожииц, который вырабатывает управляющее воздействие, в результате чего ножницы начииают равиоускореииое движение из состояния покоя. Их перемещеиие ироиорциоиальным числом импульсов, генерируемых датчиком иеремещеиия ножниц 7, фиксируется в реверсивном счетчике.
Установившаяся скорость ножниц Ууст больще технологической скорости сварки Ут. которая постоянна для данного диаметра свариваемых труб. При достижении скорости Ууст ножницы догоняют нереместивщуюся во время их разгона меру, а показания счетчиков 4 1 8 выравниваются.
При заданных разностях показаний счетчиков дешифратором вырабатываются два импульса на предварительиое снижение скорости. Регулятором скорости отрабатываются эти импульсы; в результате иожницы начинают двигаться со скоростью, близкой к скорости сварки. Для получения равенства скоростей иожииц и трубы дешифратором вырабатывается сигнал синхронизации скорости по установленной разности показаний счетчиков 4 и 8 из условия требуемой точности совмещения ножниц с мерой. Сигнал синхронизации включает зажимиое устройство, формирует сигнал на рез, обнуляет интегрирующий счетчик 4 и через датчик перемещения и меры трубы закрывает схему совпадения 2 по ее потенциальному входу.
По концу реза датчик 13 формирует сигнал на обнуление зажимного устройства и триггера знака реверса счета, который закрывает схему совпадения 3 и ставит на вычитание реверсивиый счетчик. Датчик окончания реза формирует также сигнал на возврат ножниц в исходное состояние. Поступающие импульсы с датчика перемещения ножниц нри их обратном движении умеиьшают содержимое реверсивного счетчика. Если иожницы встали в исходное состояние, то в реверсивиом счетчике во всех разрядах будут нули. Дешифратор по нулевому состоянию реверсивного счетчика вырабатывает сигнал обнуления и переключает триггер знака реверса счета в единичное состояние, который поставит реверсивный счетчик на суммирование. При достижении меры описанный цикл повторяется.
Если же ножницы не дошли до своего крайнего положения, то в реверсивном счетчике зафиксируется погрешность установки их в исходное состояние. При достижении меры трубы схема совпадения 3 будет закрыта отрицательным потенциалом триггера знака реверса, а через открытую схему совпадения 2 счетчик 4 начнет заиолняться. Эти же импульсы будут воздействовать на вход реверсивного счетчика через открытую схему совнадения 9 и будут вычитаться из показания счетчика до нулевого состояния. По нулевому состоянию реверсивного счетчика обнулится триггер знака реверса счета, откроется схема совпадения
5 и иа регулятор скорости ножииц поступит сигнал. Дальнейшая работа схемы совпадает с описанной ранее последовательностью. Задержка подачи сигнала на движение ножниц обеспечит компенсацию погрешности установки их в исходное состояние и ие отразится на точности меры обрезаемой трубы.
Диапазон скорости сварки VT мин-f- V-r макс без ущерба для технологии разбит на уровни,
число которых зависит от величины Vr макс,
плавности регулировки скорости ножниц и других факторов. Равенство во всем диапазоне Ут мин-ь УТ макс достигается гидравлическим регулятором дросселирующего тина, состоящего из нескольких золотников, которые
распределяют подаваемое количество масла в систему привода ножниц через различные сечения, число которых равно числу золотниников. При этом число сочетаний включения золотников равно числу уровней диапазона
Iт УТ максЗадавая технологическую скорость сварки VT, оператор автоматически устанавливает такую комбинацию включения золотников, которая обеспечивает равенство Ун УтПотенциальный сигнал меры с делителя частоты датчика для релейной схемы регулятора скорости 5 является сигналом приоритетной выборки скорости Ууст, которая превышает УТ на постоянное число уровней любых значений ее в диапазоне Ут мин- УТ максПредмет изобретения
Устройство синхронизации скорости летучих гидравлических ножниц, содержащее схемы
совпадения, элементы «ИЛИ, датчик окончания реза, подключениый к зажимному устройству, триггеру знака реверса счета и первому элементу «ИЛИ, выход которого соединен с регулятором скорости, датчик перемещения
ножниц и датчик перемещения и меры трубы, подключенный через первую схему совпадения к одному из входов иитегрирующего счетчика, отличающееся тем, что, с целью повышения точности работы, оно содержит реверсивный
счетчик и дешифратор, входы которого соединены с соответствующими выходами интегрирующего и реверсивного счетчиков, а выходы дешифратора подключены к входу датчика перемещения и меры трубы, входам интегрирующего счетчика, первого элемента «ИЛИ, зажимного устройства и триггера знака реверса счета, единичный выход которого соединен непосредственно и через вторую схему совпадения и второй элемент «ИЛИ соответственснвного счетчика, а нулевой выход - с вычитающим входом реверсивного счетчика и одним из входов третьей схемы совпадения, второй вход которой подключен к выходу датчика перемещения и меры трубы, а выход - к
первому элементу «ИЛИ, при этом выход первой схемы совпадения соединен со входом второй схемы совпадения, а датчик перемещения ножниц подключен ко входу второго элемента «ИЛИ.

| название | год | авторы | номер документа |
|---|---|---|---|
| СИСТЕМА УПРАВЛЕНИЯ ПРИВОДОМ ЛЕТУЧИХ НОЖНИЦ | 1971 |
|
SU302185A1 |
| Способ управления приводом летучих ножниц и устройство для его осуществления | 1990 |
|
SU1764865A1 |
| Устройство для программной закалки длинномерных изделий | 1982 |
|
SU1052554A1 |
| Система управления приводом летучих ножниц | 1977 |
|
SU778956A1 |
| Устройство для программной закалки длинномерного изделия | 1985 |
|
SU1258854A1 |
| Система управления приводом летучих ножниц | 1978 |
|
SU874279A1 |
| Устройство управления мерным резом полос с периодически повторяющимися гофрами | 1976 |
|
SU602253A1 |
| Система управления станом с порезкой проката на ходу | 1976 |
|
SU654934A1 |
| Устройство автоматического управленияпРиВОдОМ МОТАлКи | 1977 |
|
SU793675A1 |
| Устройство управления мерным резом проката | 1980 |
|
SU927422A1 |