Изобретение относится к области управления и регулирования.
Известны системы управления приводом летучих иожниц, в которых датчики импульсов длины полосы и угла поворота иожниц соедипены с соответствующими счетчиками и один из входов счетчика длииы полосы соединен с блоком задаиия длины пореза, а выход соединен со схемой совпадения.
Целью изобретения является повышение точности пореза полосы. Это достигается тем, что в систему введены реверсивный счетчик и узел коррекции скорости ножниц, причем суммирующий вход счетчика соединен с датчиком импульсов длины полосы через логическую схему разрещения приема импульсов с момента пуска ножниц до момента реза, а вычитающий вход соединен с выходом датчика угла поворота ножниц и с выходом счетчика длииы полосы через блок деления числа имиульсов иоворота иожииц на коэффициент обгона, и выходы реверсивного счетчика соединены со входами схемы совпадения, обеспечивающей подачу импульса на запуск ножниц, а узел коррекции подключен к выходам счетчиков длины полосы и угла поворота иожниц. Кроме того, узел коррекции может быть выполнен в виде электрического моста, два смежных плеча которого образованы резис горами с соотнощением сопротивлений, равным
коэффициепту обгона, а два других илеча образованы преобразователем кода счетчика длины полосы и счетчика угла поворота ножниц в величину сопротивлений, а к диагонали моста через регулятор скорости подключен привод ножниц.
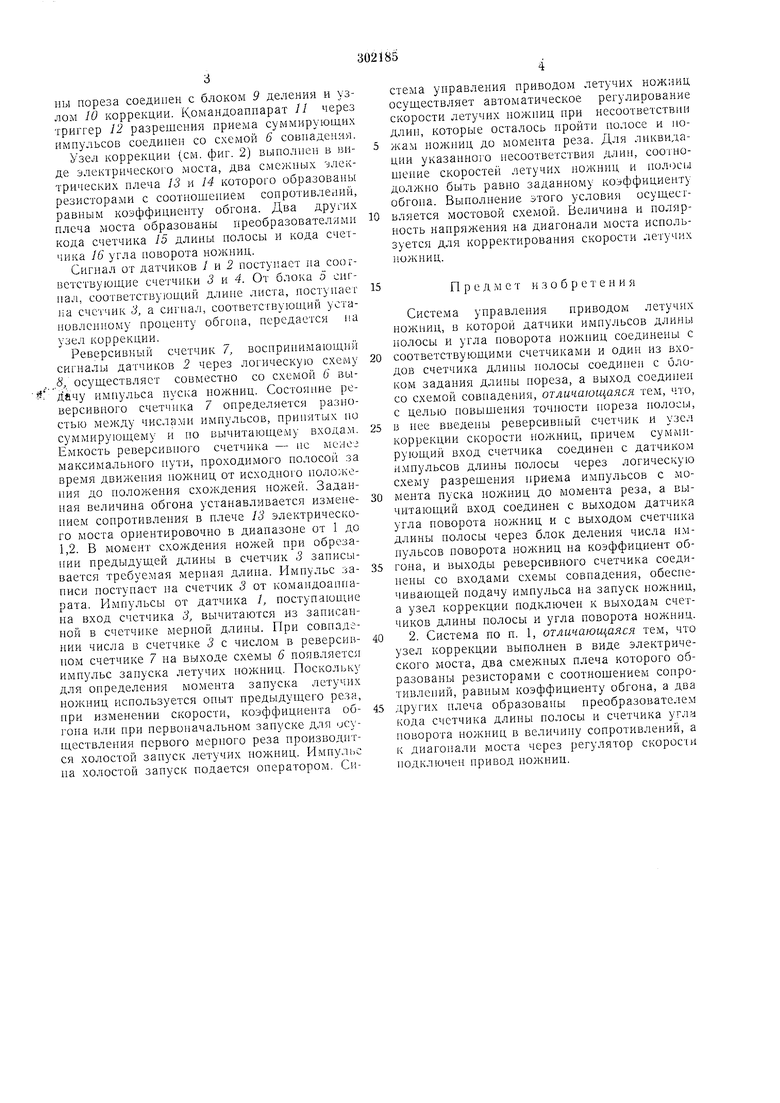
На фиг. 1 изображена блок-схема системы управления; иа фиг. 2 - принципиальная схема узла коррекции.
Датчик / импульсов длины полосы и датчик 2 импульсов угла поворота ножниц соединены с соответствующими счетчиками 3 и 4, а один из входов счетчика 3 импульсов длины полосы соединен с блоком 5 задания длины пореза. Выход счетчика 3 импу.11ьсов длины полосы соединеи со схемой б совпадения. Реверсивный счетчик 7 суммирующим входом соединен с логической схемой 8 разрешения приема импульсов, которая связана с датчиком / импульсов длины полосы. Вычитающий вход реверсивного счетчика 7 соединен с выходом датчика 2 импульсов угла поворота ножииц и с выходом счетчика 3 импульсов длины полосы через блок 9 деления числа импульсов поворота ножниц на коэффициент обгона. Выходы реверсивного счетчика 7 соединены со входами схемы 6 совпадения. Узел 10 коррекции подключен к выходам счетчика 3 импульсов длииы полосы и счетчика 4 импульсов угла иоворота. Кроме того, блок 5 задания длииы пореза соединен с блоком 9 деления и узлом 10 коррекции. Командоаппарат // через триггер 12 разрешения ириеыа суммирующих имиульсов соединен со схемой 6 совнаденяя Узел коррекции (см. фиг. 2) выполнен в виде электрического моста, два смежных электрических нлеча 13 и 14 которого образованы резисторами с соотношением сопротивлений, равным коэффициенту обгона. Два других плеча моста образованы преобразователями кода счетчика 15 длины полосы и кода счетчика 16 угла поворота ножниц. Сигнал от датчиков / и 2 постуг.ает на соогветствуюшие счетчики 3 н 4. От блока 5 сигнал, соответствующий длипе листа, ностунаег на счетчик 3, а сигнал, соответствуюигий установленному проценту обгона, передается на узел коррекции. Реверсивный счетчик 7, восприиимающнй сигналы датчиков ,2 через логическую схему , ..S, осуществляет совместно со схемой 6 выДачу импульса нуска ножниц. Состояние реверсивного счетчнка 7 определяется разностью между числами импульсов, принятых но суммирующему и по вычитающему входам. Емкость реверсивного счетчика - не меиез максимального пути, проходимого полосой за время движепия пожниц от исходного положения до положения схождения ножей. Заданная величина обгоиа устанавливается изменением сопротивления в плече 13 электрического моста ориентировочно в диапазоне от 1 до 1,2. В момент схождения ножей при обрезапии предыдущей длины в счетчик 3 занисывается требуемая мерная длина. Импульс заниси поступает па счетчик 3 от командоаппарата. Импульсы от датчика /, ноступающне на вход счетчика 3, вычитаются из записанной в счетчике мерной длины. Ири совпадении числа в счетчике 3 с числом в реверсивном счетчике 7 па выходе схемы 6 появляетс/ч импульс запуска летучих ножниц. Иоскол1 ку для онределения момента запуска летучих ножниц используется опыт предыдущего реза, при изменении скорости, коэффициента обгона или при первоначальном запуске для осуществления первого мерного реза производится холостой запуск летучих пожниц. Импульс на холостой запуск подается оператором. Система управления приводом летучих ножниц осуществляет автоматическое регулирование скорости летучих ножпиц при несоответствии длин, которые осталось пройти нолосе и ножам ножниц до момента реза. Для ликвидации указанного несоответствия длин, соотношение скоростей летучих ножниц и полосы должно быть равно заданному коэффициенту обгона. Выполнение этого условия осущесгвляется мостовой схемой. Величина и полярность напряжения на диагонали моста используется для корректирования скорости летучнх ножниц. П р е д м е т и з о б р е т е н и я Система управления приводом летучих ножниц, в которой датчики импульсов длины полосы и угла поворота ножниц соединены с соответствующими счетчиками и один из входов счетчика длины нолосы соединен с блоком задания длины пореза, а выход соедииен со схемой совиадения, отличающаяся тем, что, с целью повыщения точности нореза полосы, в нее введены реверсивный счетчик и узел коррекции скорости ножниц, причем суммирующий вход счетчика соединен с датчиком импульсов длины нолосы через логическую схему разрещепия нриема импульсов с момента пуска ножпиц до момента реза, а вычитающий вход соединен с выходом датчика угла поворота ножниц и с выходом счетчика длины полосы через блок деления числа импульсов поворота на коэффициент обгона, и выходы реверсивного счетчика соединены со входами схемы совпадения, обеспечивающей подачу импульса па запуск ножниц, а узел коррекции подключен к выходам счетчиков длины полосы и угла поворота ножпнц. 2. Система по п. 1, отличающаяся тем, что узел коррекции выполнен в виде электрического моста, два смежных плеча которого обазованы резисторами е соотношением сопроивлепий, равиым коэффициенту обгона, а два ругих плеча образованы преобразователем ода счетчика длины полосы и счетчика угла оворота пожниц в величину сопротивлений, а диагонали моста через регулятор скорости одключен нривод иожниц.
fua /
| название | год | авторы | номер документа |
|---|---|---|---|
| Система управления приводом многоклетьевого профилегибочного стана с порезкой проката на ходу приводными летучими ножницами | 1982 |
|
SU1049200A1 |
| Устройство для управления летучими ножницами сортопрокатных и трубных станов | 1974 |
|
SU546439A1 |
| Система управления приводом летучих ножниц | 1980 |
|
SU893420A1 |
| Устройство согласования скоростей проката и вращения барабана летучих ножниц | 1979 |
|
SU872066A1 |
| УСТРОЙСТВО СИНХРОНИЗАЦИИ СКОРОСТИ ЛЕТУЧИХ ГИДРАВЛИЧЕСКИХ НОЖНИЦ | 1972 |
|
SU327978A1 |
| Система управления приводом летучих ножниц | 1981 |
|
SU980969A1 |
| Цифровое устройство управления летучими ножницами (его варианты) | 1983 |
|
SU1156871A1 |
| Устройство управления летучими ножницами | 1984 |
|
SU1234072A1 |
| Устройство для управления летучими ножницами,работающими в режиме непрерывного вращения | 1983 |
|
SU1107970A1 |
| Устройство для управления летучими ножницами сортопрокатных и трубных станов | 1976 |
|
SU656754A1 |

в схему элег1гпроприСо а летучих нон(нии
15 Сигнал норренции
16
