Изобретение относится к области станкостроения и может быть использовано при изготовлении лопастей.
Известны копировально-фрезерные станки для обработки сложных поверхностей, включающие стол, на котором закреплены изделия, задающее устройство, связанные с последним щупы и инструменты, установленные с возможностью перемещения при переходе со строчки на строчку и кинематически соединенные 1.
Цель изобретения - повышение производительности и упрощение связи между щупами и инструментами.
Для этого в предлагаемом станке стол установлен с возможностью вращения, а щупы и инструменты снабжены общим приводом, выполненным в виде бесконечных нитей, связанных с ведомыми и ведущими рамками, причем последние несут несколько витков нити, длины которых выбраны в соответствии с величинами перемещений щупов и инструментов при переходе со строчки на строчку.
С целью расширения технологических возможностей станка задающее устройство выполнено в виде механического многокоординатного программирующего устройства, причем между последним и столом введена жесткая кинематическая связь.
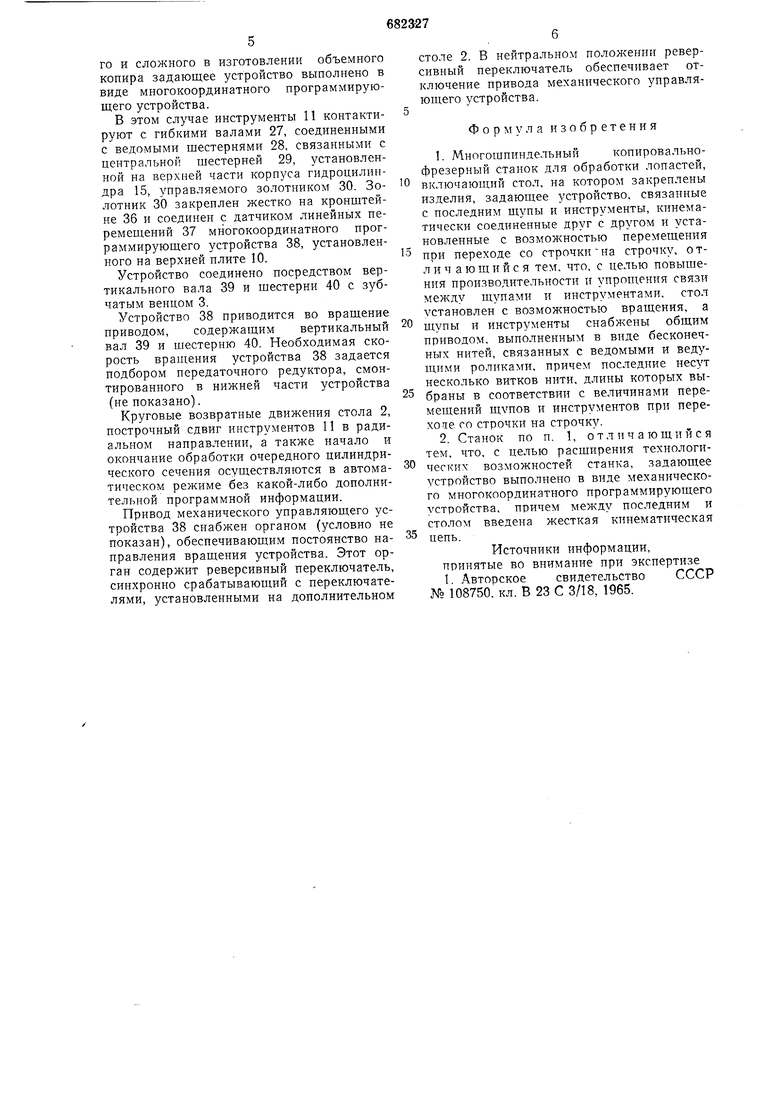
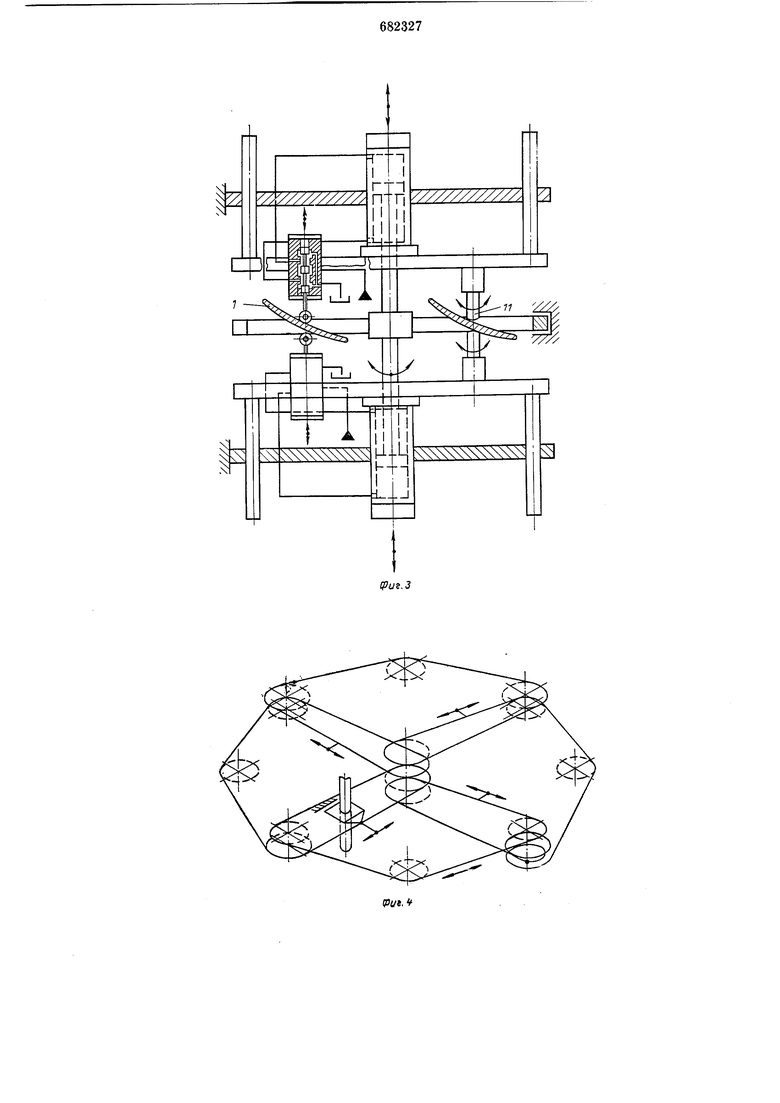
На фиг. 1 представлен предлагаемый станок; на фиг. 2 - то же, вид сверху; на фиг. 3 - схема кинематических перемещений основных элементов; на фиг. 4 -схема расположения бесконечных нитей; на фиг. 5 - вариант исполнения станка с многокоординатным программирующим устройством. Заготовка 1 установлена на столе 2,
имеющем зубчатый венец 3. Стол установлен с возможностью вращения относительно оси 4 на подшипниках 5, смонтированных на неподвижных опорах 6. Опоры 6 установлены на неподвижных стойках 7 и
8, опирающихся на нижнюю 9 и верхнюю 1и неподвижные плиты. Инструменты 11 установлены в подшипниковой обойме 12 на вертикальном подвижном кронштейне 13, выступы которого располагаются в пазах стола 14, соединенного с корпусом гидроцилиндра 15, поршень 16 которого смонтирован на оси 4. Стол 14 снабжен поддерлшвающими роликами 17 и барабаном 18, на которых смонтирована
бесконечная нить 19 (см. фиг. 2), к которой прикреплены выступы 20 вертикальных подвижных кронштейнов 13. На оси одного из поддерживающих роликов 17 закреплена ведущая шестерня 21 (см. фиг. 1), взаимодействующая с выходной шестерней 22
червячного редуктора 23, установленного на столе И и содержащего червячное колесо 24 и червяк 25. Стол 14 содержит нанравляющие колонки 26, входящие в соответствующие направляющие отверстия ненодвижной верхней 10 или нижней 9 плит.
Инструменты 11 контактируют с гибкими валами 27, соединенными с ведомыми шестернями 28, приводимыми в движение центральной шестерней 29, установленной на верхней части корпуса гидроцилиндра 15, управляемого золотником 30, несущим обкатывающий ролик 31, установленный на подвижном кронштейне 13 и контактирующим с объемным копиром 32, смонтированным на столе 2. Зубчатый венец 3 соединен с ведущей шестерней 33 электродвигателя 34 со встроенным редуктором 35. Устройство также снабжено приводами, вращающими червяк 25 и центральную шестерню 29, а также неподвижными планками, установленными на опоре 6, и переключателями, смонтированными на дополнительном столе 2 (планки и переключатели не показаны).
Станок работает следующим образом. Процесс съема информации с объемного копира 32 копировальным щупом, содержащим золотник 30 и обкатывающий ролик 31, а также процесс обработки поверхностей осуществляется посредством построчного прохода щупом и инструментами участков цилиндрических сечений копира и заготовок при их задающем возвратном круговом движении на определенный угол относительно общей оси станка. Следящие осевые перемещения копировальных щупов определяют соответствующие осевые перемещения корпусов подвижных гидроцилиндров 15, жестко соединенных со столами 14, несущими копиры и инструменты. Поэтому величины перемещений инструментов в осевом ,направлении определяются величинами перемещений копировальных щупов. Такое взаимодействие обеспечивает синхронность перемещения копировальных щупов и инструментов относительно двустороннего объемного копира и заготовок, смонтированных на столе 2. Угол поворота стола определяется обрабатываемой поверхностью. Окончание поворота совпадает по времени с моментом соприкосновения контактов переключателей (условно не показанных) , установленных на столе 2 с планками, смонтированными на неподвижных опорах 6. После срабатывания переключателя выключается электродвигатель 34 и автоматически включается электродвигатель (или гидромотор), передающий вращение на червяк 25 редуктора 23. При этом суммарный угол поворота червяка устанавливают таким, что поворот поддерживающего ролика 17 вызывает перемещение бесконечной нити на величину щага между смежными цилиндрическими
сечениями. Если выбрать расстояния между цилиндрическими сечениями строго одинаковыми, то дискретное неремещение нити 19 может быть также одинаковым при условии жесткого ограничения угла поворота червяка 25. Окончание силового импульса должно совпадать по моменту времени с включением электродвигателя 34 и последующим его вращением в обратном направлении (противоположном направлению вращения при обработке предыдущей строки). Перемещение инструментов И и золотника на расстояние шага между строками обработки производится за пределами границ поверхности. Для предотвращения проскальзывания бесконечной нити 19 относительно ведущего поддерживающего ролика 17 нить огибает последний по нескольким виткам и закреплена на нем .в
одной точке. Точка закрепления располагается таким образом, чтобы участки отходящих от нее намотанных витков обеспечивали бы ход, необходимый для полного радиального перемещения подвижных
кронштейнов 13. Поршень 16 управляемого гидроцилиндра неподвижен, а корпус гидроцилиндра 15, жестко соединенный с базовым столом 14, перемещается в центральном направляющем отверстии неподвижной плиты 10 или 9. Для более точной ориентации базовый стол 14 содержит направляющие колонки 26, также перемещающиеся в соответствующих направляющих отверстиях плиты. Привод главного движения (вращение фрез) выполнен в виде гибких валов 27, приводимых во вращение ведомыми щестернями 28, контактирующими с центральной шестерней 29. Усилия резания воспринимаются заготовками, а через
них - столом 2, от которого усилия передаются к неподвижным опорам 6 через ролики, а от опор - к вертикальным стойкам 7 и 8, соединяющим верхнюю 10 и нижнюю 9 неподвижные плиты.
При одновременной обработке поверхностей типа лопасти вертикальные составляющие усилий резания, способные вызвать деформацию тонкостенной лопасти, могут быть уравновешены. При этом на устройстве монтируется второй стол 14, располагающийся с противоположной стороны дополнительного стола 2 и содержащий идентичную схему гидропривода и систему перемещения бесконечной нити. В этом случае второй золотник 30 посредством обкатывающего ролика 31 контактирует с противоположной стороной копира 32.
Круговые возвратные движения дополнительного стола 2, построчный сдвиг инструментов 11 в радиальном направлении, а также начало и окончание обработки очередного цилиндрического сечения осуществляются в автоматическом режиме. С целью расширения технологических
возможностей станка в нем вместо дорогого и сложного в изготовлении объемного копира задающее устройство выполнено в виде многокоординатного программирующего устройства.
В этом случае инструменты 11 контактируют с гибкими валами 27, соединенными с ведомыми шестернями 28, связанными с центральной шестерней 29, установленной на верхней части корпуса гидроцилиндра 15, управляемого золотником 30. Золотник 30 закреплен жестко на кронщтейне 36 и соединен с датчиком линейных перемещений 37 многокоординатного программирующего устройства 38, установленного на верхней плите 10.
Устройство соединено посредством вертикального вала 39 и щестерни 40 с зубчатым венцом 3.
Устройство 38 приводится во вращение приводом, содержащим вертикальный вал 39 и шестерню 40. Необходимая скорость вращения устройства 38 задается подбором передаточного редуктора, смонтированного в нижней части устройства (не показано).
Круговые возвратные движения стола 2, построчный сдвиг инструментов 11 в радиальном направлении, а также начало и окончание обработки очередного цилиндрического сечения осуществляются в автоматическом режиме без какой-либо дополнительной программной информации.
Привод механического управляющего устройства 38 снабжен органом (условно не показан), обеспечивающим постоянство направления вращения устройства. Этот орган содержит реверсивный переключатель, синхронно срабатывающий с переключателями, установленными на дополнительном
столе 2. В нейтральном положении реверсивный переключатель обеспечивает отключение привода механического управляющего устройства.
Формула изобретения
1.Многощпиндельный копировальнофрезерный станок для обработки лопастей,
включающий стол, на котором закреплены изделия, задающее устройство, связанные с последним щупы и инструменты, кинематически соединенные друг с другом и установленные с возможностью перемещения
при переходе со строчкина строчку, отличающийся тем, что, с целью повышения производительности и упрощения связи щупами и инструментал1и, стол установлен с возможностью вращения, а
щупы и инструменты снаблчены общим приводом, выполненным в виде бесконечных нитей, связанных с ведомыми и ведущими роликами, причем последние несут несколько витков нити, длины которых выбраны в соответствии с величинами перел{ещений ЩУПОВ и инструментов при переxonte со строчки на строчку.
2.Станок по п. 1, отличающийся тем, что, с целью расщирения технологических возможностей станка, задающее устройство выполнено в виде механического многокоординатного программирующего устройства, причем между последним и столом введена жесткая кинематическая
цепь.
Источники информации, принятые во внимание при экспертизе 1. Авторское свидетельство СССР № 108750, кл. В 23 С 3/18, 1965.
2(,
10
20
3

| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ИЗМЕНЕНИЯ КОНФИГУРАЦИИ ГИБКОГО | 1973 |
|
SU399349A1 |
| Ленточно-шлифовальный станок для обра-бОТКи НАРужНОй пОВЕРХНОСТи длиННОМЕРНыХТРуб СлОжНОгО пРОфиля | 1979 |
|
SU818827A1 |
| Копировальный станок | 1979 |
|
SU795898A1 |
| Устройство для изменения конфигурации гибких элементов копиров | 1974 |
|
SU524674A2 |
| Копировальный станок | 1979 |
|
SU876383A2 |
| Токарно-револьверный станок с устройством для двухкоординатного копирования | 1981 |
|
SU959929A1 |
| Копировальный станок | 1979 |
|
SU874272A1 |
| Копировально-шлифовальный станок для обработки профиля лопаток | 1979 |
|
SU897479A1 |
| Копировально-фрезерная головка | 1986 |
|
SU1355375A1 |
| Устройство для обработки кулачков | 1985 |
|
SU1296316A1 |


30
