(54) УСТЮЙСТВО ДЛЯ РЕДУЦИЮВАНИЯ СЛЯБОВ
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПРОКАТКИ В СОСТАВНЫХ КАЛИБРАХ | 1971 |
|
SU314568A1 |
| Комплект рабочих валков для широкополосных станов горячей прокатки | 1987 |
|
SU1475747A1 |
| ВЕРТИКАЛЬНЫЙ ВАЛОК | 1988 |
|
SU1603595A1 |
| Валок пилигримового стана | 1982 |
|
SU1052293A1 |
| Способ горячей прокатки полосового металла | 1990 |
|
SU1712013A1 |
| Способ прокатки листов | 1985 |
|
SU1328010A1 |
| Способ прокатки на слябинге | 1989 |
|
SU1748892A1 |
| Способ горячей прокатки полосового металла | 1985 |
|
SU1260049A1 |
| Вертикальный валок широкополосного стана горячей прокатки | 1987 |
|
SU1458039A1 |
| Устройство для редуцирования слябов | 1976 |
|
SU559741A1 |

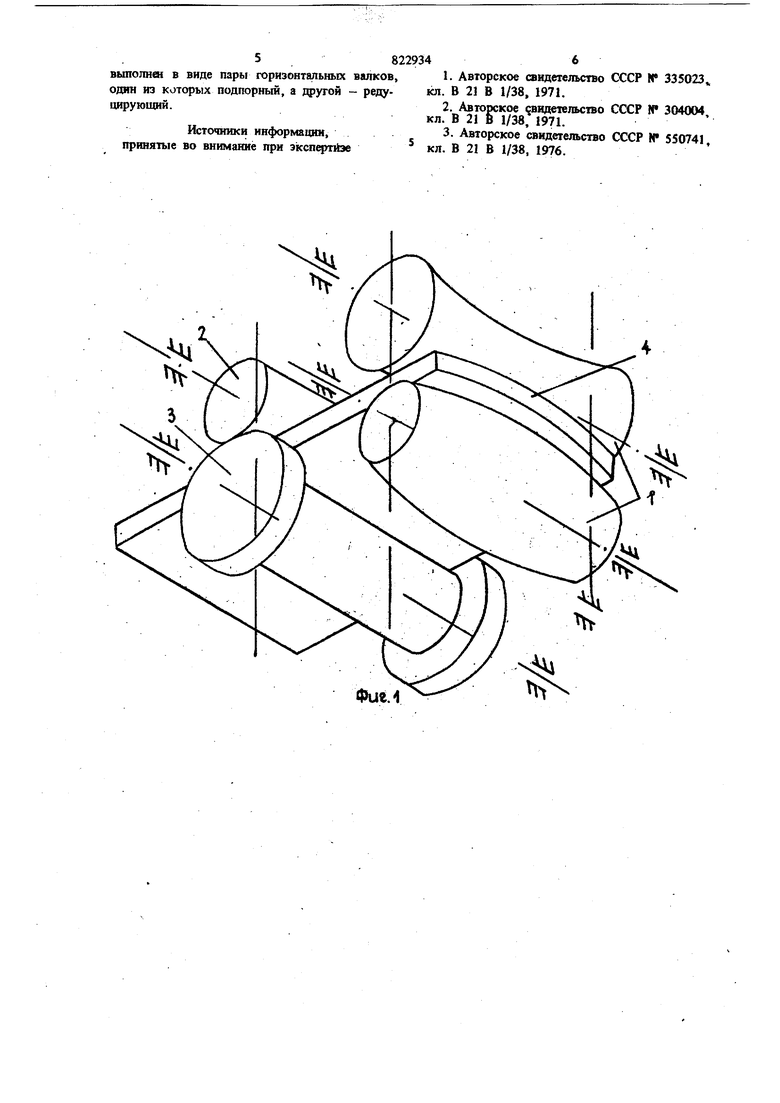
Изобретение относится к прокатному произ вЬдству и может быть использовано при прокатке слябов с большим соотношением осей. Особое значение это устройство может при обрести в связи с непрерывно возрастающими требованиями к точности размеров и качеству плит и толстых листов с одновременным уменьшением затрат на их производство. Для получения плиты (толстого листа) с однородно-распределенной по сечению мякрои Макроструктурой металла нумдао дать елябу необходимую деформацию вдоль Ъбеих осе его поперечного сечения. Особенно трудно осу ществить деформацию вдоль большой оси (редуцирование по ширине) поперечного сечения сляба.. Известны устройства, в которых осуществляется редуцирование слябов по ширине слябинги, в которых наряду с горизонтальньпли валками (гладкая бочка) используются вертикальные валки с гладкой бочкой или с одним калибром ящичного типа, имеющим ручьи с малой глубиной вреза. Собственно редушрование на слябин гах происходит в вертшсальных валках, а гори зонтальные валки являются, проглаживающими. Они обеспечивают такое обжагае сляба по толщине, при котором толщина практически не уменьшается по о авнению с исходной, но вьфавннваются широкие плоскости сляба и снимается их )гширение, образовавшееся при редущфовании 1. Одаако ред}пцированяе в вертикальных валках слябинга неэффективно, так как по щирине можно давать только весьма малые обжатия. При попытке даже незна штельно уве)шчить обжатие в тикальньпми валкамн по лоса теряет устойчивость. Известен редуцирующий агрегат для- прокатки слябов с огаошением осей поперечного сечення более трех, содержащий одну пару горизонтальных И одну или дЬе вертикальных валков, которые могут быть смонтированы в общей станине или раздельно. Вертикальная пара валков, предназначенная Для редуцирования, обязательно калиброванная, причем редуцирующий калибр имеет бопъшую глубину вреза ручья. Глубокие калибры позволяют несколько увеличить обжатие 2. Одаа1со- при этом деформация попрежнему не проникает в срединную зону полосы, уши рение локализуется в приконтактной зоне и при обжатии по толщине в проглаживающих валках много металла возвращается обратно на боковые кромки сечения. Поэтому эффективность обжатия редуцирзтощими валками остается низкой. Известно также устройство для редуцирования -слябов, которое содержит задающие го ризонтальные валкн, имеющие один выпуклую а другой вогнутую бочки, редуцирующий калибр в виде пары вертикальных валков и по порного горизонтального гладкого валка и проглаживающую пару горизонтальных валков 3. Недостаткаь:й этого устройства являются: а)болышя разноширинность прокатанных полос из-за низкой жесткости вертикальных валков, расположенных консольно; б)значительное искривление боковой по верхности прокатанных полос, обусловленное тем, что редуцирование по щирине и тол щине осуществляется раздельно: сначала происходит редуцирование по щирине в редуцирующем калибре (при этом больщая часть ущирения сосредотачивается у поверхности ко такта слоев металла с валками), а затем в проглаживающих валках осуществляется редуцирование по толщине (при котором часть металла возвращается на боковую поверхност вызывая бочкообразованиё боковой поверхности); в)jupK pef ipOBaHiffl слябов по Щ1фине околоповерхностные слои металла получают большую вытяжку по сравнению с центральными, и поэтому концы слябов прокатки им ют форму ласточкиного хвоста и расход металла на концевую обрезь возрастает, что сни жает выход годного. Цель изобретения - интенсификация процес са редуцирования: получение калиброванных по щирине и толщине плит и толстых листов улз щение качества проката и повышение выхода годного. Поставлешия цель достигается тем, что в устройстве для редуцирования слябов, содержащем задающие горизонтальные валки, один из которых имеет выпуклую, а другой вогнутую бочки и редуцирующий калибр, послед ний вьшолнен в виде парь горизонтальных валков, один из которых - подпорный (глад кий), а другой - редуцирующий, имеет ручей высота и щирина которого равны, соответственно, толщине 0 щирине готовой плиты (толстого листа). Бурты ручья редуцирующего калибра имеют выпуски 1,0 и более градусов (до 10-15°, что обычно ддя прямоугольных ручьев). На фиг. 1 изображено предлагаемое устрой ство с прокатываемым слябом; на фиг. 2 станина рабочей клети с редуцирующим калибром. Устройство для редуцирования слябов имеет задающие валки 1, редуцирующий калибр валок 2 и подпорный валок 3. Устройство работает следующим образом. В задающие валки 1 задают сляб 4 с толщиной Нр и шириной BQ, и валки незначительно обжимают сляб 4 по толщине, придавая ему начальный продольный изгиб такой величины, что ширина выгнутого сляба 4 равна щирине ручья БК редуцирующего валка 2. Затем сляб 4 поступает в редуцирующий калибр 2. Деформация в редуцирующем калибре 2 осуществляется следующим образом: подпорный валок 3, создавая активный подпор на выпуклую поверхность сляба 4, стремится распрямить изогнутое сечение сляба 4. Однако, благодаря стесняющему действию бурюъ ручья редуцирующего валка 2, металл, вытесняемый подпорным валком в стороны, в конечном счете идет в вытяжку равномерно по всей щирине листа (фиг. 2, на которой щтриховыми линиями показано сечение сляба 4 до входа в редуцирующий калибр 2). Из редуцирзтощего калибра 2 выходит толстый лист с сечением Н„ X В..,калиброванный как по щирине, так и по. толщине: с хорошо сформированньпии кромками по всей длине. Надобность в клети с проглажргеающими валками при этом отпадает, так как футсцию проглаживания вьшолняет редуцирующий калибр 2 одновременно с редуцированием сляба по ширине. Использование предлагаемого устройства позволяет значительно сократить затраты на производство плит и толстьк листов за счет упрощения клети с редуцирующим калибром, увеличить выход годного на 1-2% за счет сужения поля допусков по ширине готовых плит и листов и уменьщения количества обрези с переднего и заднего концов при пощтучной прокатке плит и листов. Кроме того, улучшится качество проката в связи с более равномерным распределением деформации по сечению сляба при редуцировании. Формула изобретения Устройство. для редуцирования слябов, содержащее горизонтальные валки, один из которых имеет вьшуклую, а другой вогнутую бочки и редуцирующий калибр, отличающееся тем, что, с целью интенсификации процесса редуцирования, редуцир)тощий калибр
выполнен в виде пары горизонтальных валков, один из которых подпорный, а другой - редуцирующий.
Источники информащш, принятые во внимание при экспертизе
Фиг. 4
