Изобретение отнооится к кузнечно-прессовому машиностроению, в частности к вальцам для шта.лшовки изделий с удлиненной осью.
Известны ковочные вальцы, содержащие станину со смонтированными на ней верхним и нижним вращающимися валками, снабженньши секторным инструментом. Однако в указаннььх вальцах осуществляется продольная прокатка, т. е. ось заготовки перпендикулярна оси рабочих валков, что ограничивает номенклатуру изделий из-за нестабильности долевых размеров изделий в результате переменной величины опережения.
Предлагаемые вальцы отличаются от известных тем, что они снабжены двумя клиновыми секторами для предварительного профилирования металла, один из которых установлен на смонтированной на станине плите, а лЧругой на верхнем приводном валке. Это повышает производительность и точность штампуемых изделий.
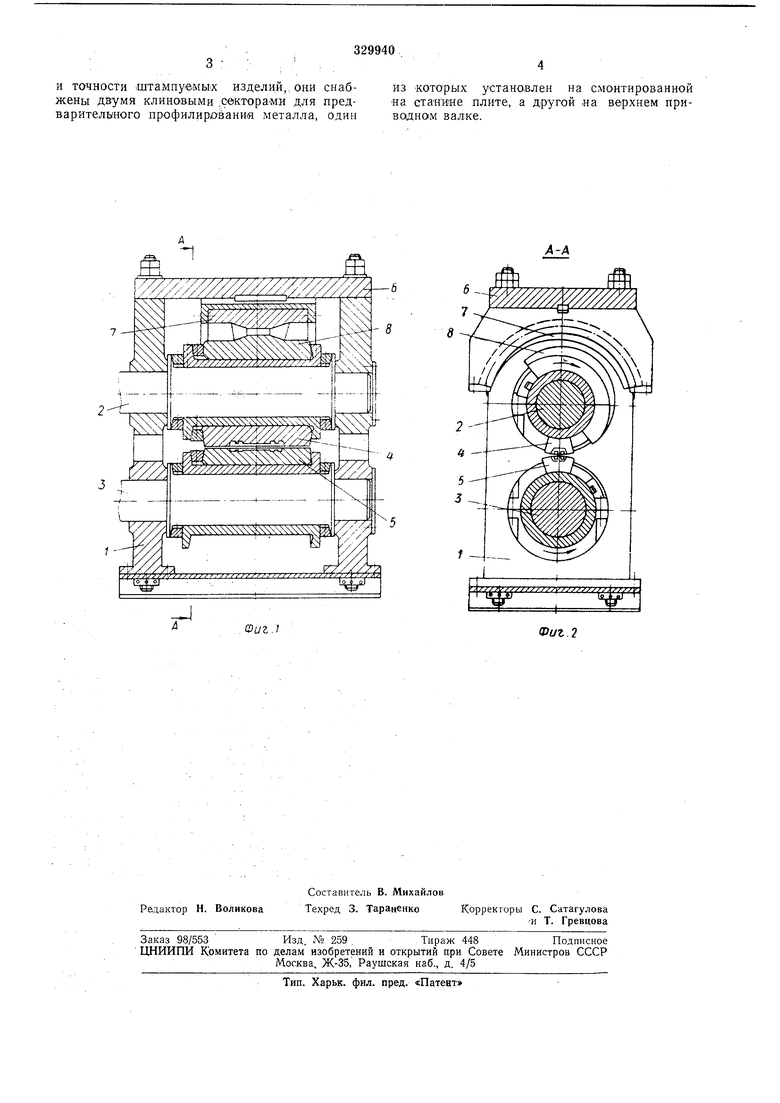
На фиг. 1 и 2 представлена конструкция предлагаемых вальцов.
Они состоят из станины У привода, приводных валков 2 и 3, на которых крепятся секторные инструменты 4 и 5, верхней плиты 6 с неподвижным цилиндрическим кли«ом 7, подвижного цилиндрического клина 5, расположенного на верхнем приводном валу 2, а
также средств загрузки для прокатки в клиньях 7 и 5 и в инструментах 4 и 5.
Вальцы работают следующим образом.
Нагретая до ковочной температуры заготовка при помощи средств загрузки подается к началу клина 7 в исходное положение, соответствующего моменту захвата.
В результате вращения валка 2 с клином ,8 круглая заготовка, вращаясь вокруг собственной продольной оси и перемещаясь по клину 7, профилируется.
Спрофилированная заготовка попадает в приемник, откуда отсекателем валка 3 подается в инструменты 4 и 5. В последних заготовка штампуется в окончательное изделие. Таким образом, за каждый оборот валков может быть получено изделие.
В процессе профилирования происходит очистка заготовки от окалины, которая под собственным весом удаляется из зоны обработки, благодаря чему повышается качество изделия при окончательной штамповке.
Предмет и зобрете1Н|Ия
Ковочные вальцы, содержащие станину со смонтированными на ней верхним и нижним вращающимся валками, снабженными секторным инструментам, отличающиеся тем, что, с целью повышения производительности и точности штампуемьк изделий, они сна.бжены двумя клиновыми :оекторами для предварительного профилирования металла, один из которых установлен на смонтированной «а станине плите, а другой на верхнем приводном валке.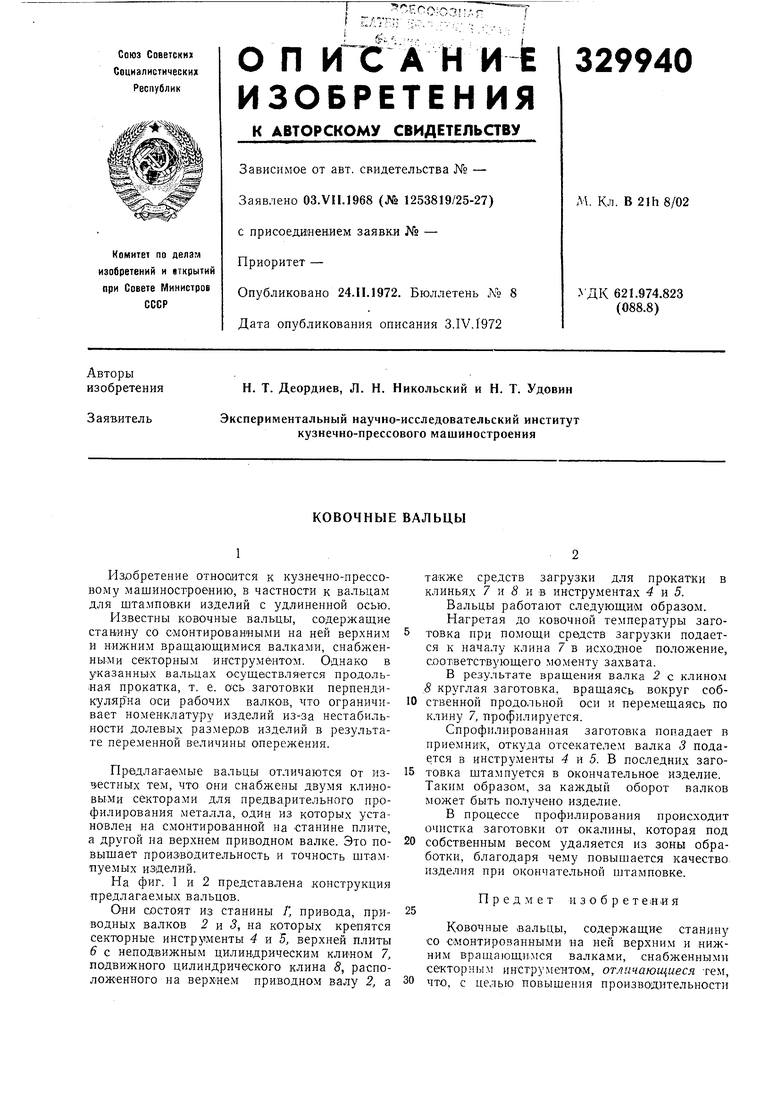
| название | год | авторы | номер документа |
|---|---|---|---|
| ПОПЕРЕЧНО-КЛИНОВОЙ ПРОКАТКИ | 1972 |
|
SU360137A1 |
| Устройство для поперечно-клиновой прокатки | 1974 |
|
SU535996A1 |
| Вальцы для поперечно-клиновой вальцовки деталей | 1972 |
|
SU441082A1 |
| Многоручьевые одноклетьевые ковочные вальцы | 1978 |
|
SU780939A1 |
| Вальцы для поперечно-клиновой вальцовки | 1972 |
|
SU448674A1 |
| Вальцы ковочные автоматические | 1976 |
|
SU695750A1 |
| Стан для поперечно-клиновой прокатки | 1977 |
|
SU715192A1 |
| Устройство для поперечно-клиновой прокатки | 1973 |
|
SU524590A1 |
| Ковочные вальцы | 1983 |
|
SU1225660A1 |
| Способ изготовления лап культиваторов | 1991 |
|
SU1819725A1 |
Фиг.}
Д-А
б --,
////М Щ
Фиг. 7
