1
Изобретение относится к обработке металлов давлением, в частности к устройствам для профилирования заготовок и деталей.
Известно устройство для поперечно-клиновой прокатки, содержащее станину, две пары рабочих валков, каждая из которых связана со своим приводом вращения, включающим электродвигатель.
Недостатками известного устройства явля ются ограниченные технологические возможности из-за скручивания заготовки и ее неконтролируемое утонение при профилировании несимметричных изделий.
Расширение технологических возможносте процесса прокатки обеспечивается за счет того, что предлагаемое устройство снабжено механизмом изменения скорости вращения валков в процессе прокатки, электрически связанным по меньщей мере с одним элект- родвигателем и выполненным в виде двух сельсинов, имеющих статор и ротор, при этом статор одного из сельсинов закреплен на станине, а ротор кинематически связан с одной парой валков и со статором другого
сельсина, причем ротор последнего кинематически связан с другой парой валков.
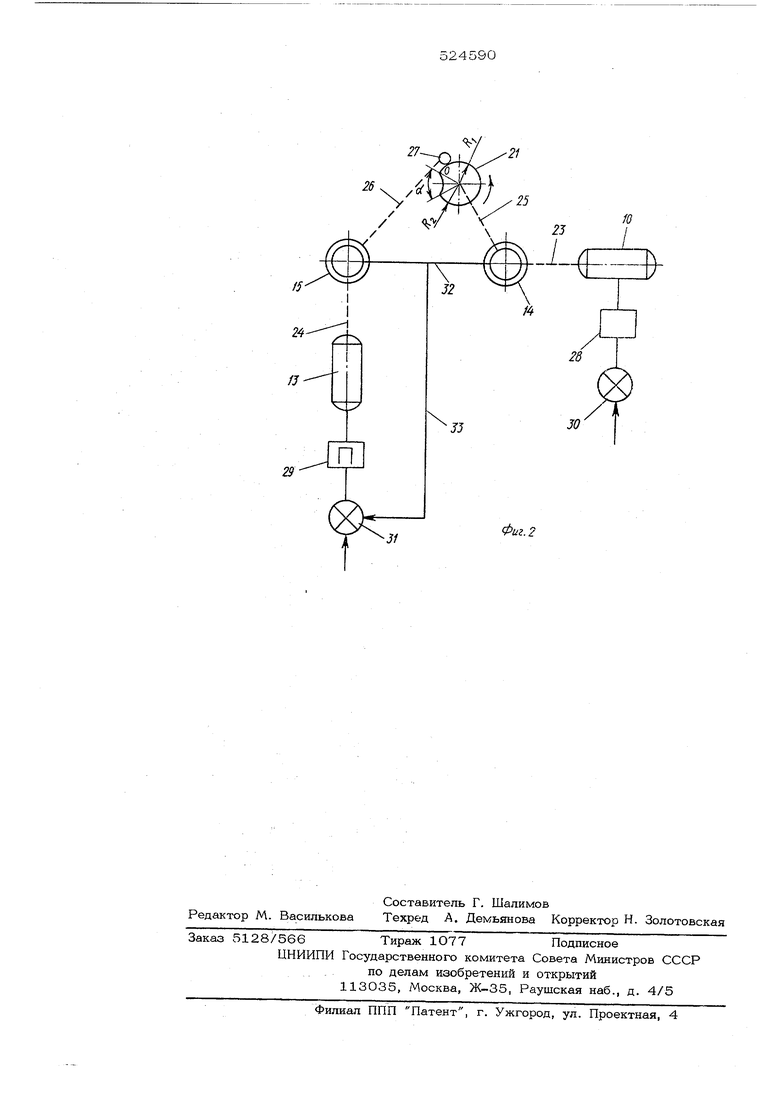
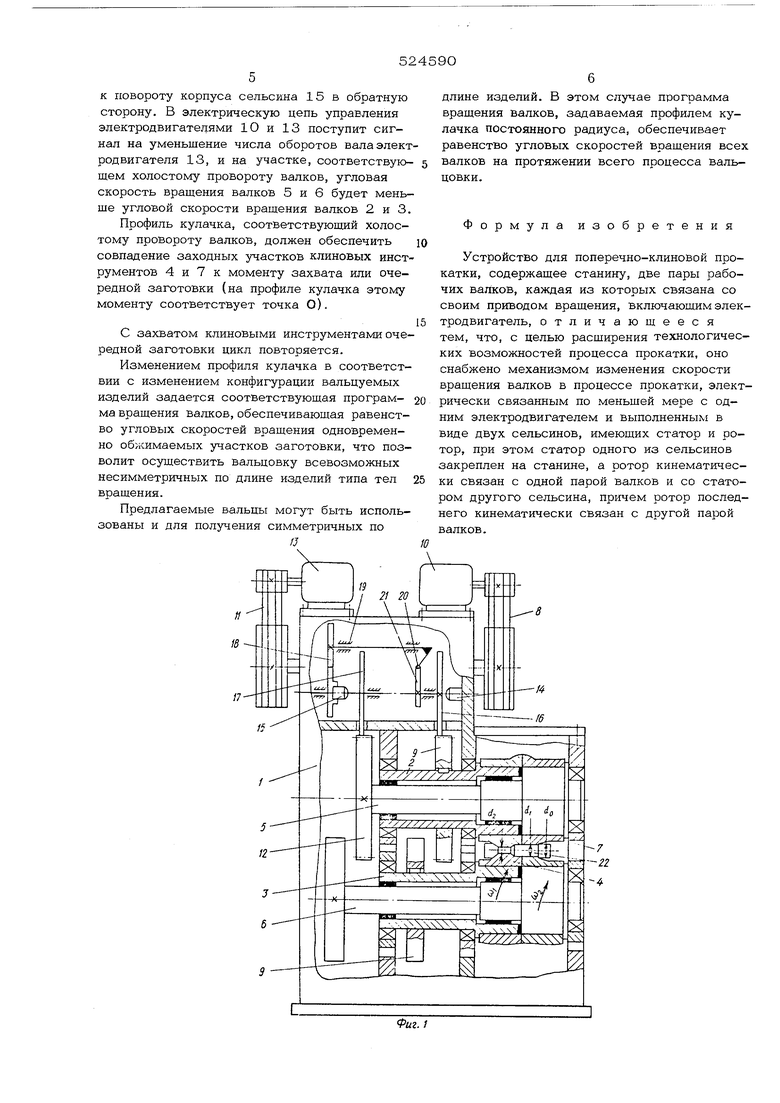
На фиг. 1 показано предлагаемое устройство, разрез плоскостью, проходящей через оси валков; на фиг. 2 - схема управления измерением скорости вращения валков по заданной программе.
Устройство содержит станину 1, несущую два полых валка 2 и 3, оси которых взаимно параллельны. На рабочей части этих валков крепятся цилиндрические клиновые инструменты 4. Внутри валков 2 и 3 соосно с ними установлены два других противоположных один другому валка 5 и 6, на рабочей части которых, являющейся продолжением рабочей части первых валков, крепятся клиновые инструменты 7. Валки 2 и 3 через клиноременную 8 и зубчатые 9 передачи связаны с электродвигателем 1О. Аналогично валки 5 и 6 через клиноременную 11 и зубчатые 12 передачи связаны с электродвигателем 13. Электродвигатели Ю и 13 связаны между собой устройством для изменения в процессе вальцовки скорости вращения валков. Это устройство выполнено в виде двух сельсинов 14 и 15, связанных, например, через зубчатые колеса 16 и 17 соответственно с зубчатыми передачами 9 и 12. Корпус одного из сельсинов, например 14, жестко закреплен на станине, а корпус другого закреплен на станине шарнир но и связан, например, через зубчатое коле со 18, рычаг 19 и ролик 20 с кулачком 2 установленным на оси первого сельсина. Об сельсина электрически присоединены к устройству, управляющему работой электродвигателей 10 и 13 по заданной программе, позицией 22 обозначена исходная штучная или прутковая заготовка. Электродвигатели 1О и 13 соединены ме ханическими связями 23, 24 с роторами сельсинов 14, 15 (фиг. 2). Корпус сельсина 14 закреплен на станине, а его ротор соединен с кулачком 21 пр помощи механической связи (например вала) 2 Корпус же сельсина 15 установлен в станине щарнирно и соединен механической связью 26 с роликом 27, контактирующим с кулачком 21. Электродвигатели 10, 13 электрическим связями соединены с преобразователями 28, 29 и со сравнивающими блоками 30, 31. Роторы сельсинов 14 и 15 соединены также электрическими связями 32, 33 со сравнивающим блоком 31. Предлагаемое устройство работает следу ющим образом. Заготовка 22 (на фиг. 1 и 2 показан пример вальцовки из щтучной заготовки) с помощью средств загрузки (на чертежах не показаны) подается между валками 5, 6 и далее между валками 2 и 3. Задача заготовки осуществляется в момент совпадения холостых участков клиновых инструментов 4 и 7, при этом ее продольная ось расположе на параллельно осям валков. Зубчатые передачи 9, приводимые во вращение через клиноременную передачу 8 от электродвигателя 10, обеспечивают вращение валков 2 и 3 в одну сторону с одинаковой скоростью Валки 5 и 6 приводятся во вращение также с одинаковой скоростью от электродвигателя 13 через клинорёменную передачу 11 и зубчатые передачи 12, причем направление их вращения совпадает с направлением вращения валков 2 и 3. При вращении всех четырех валков заготовка захватывается заходными участками клиновых инструментов 4 и 7 и приводится во вращение вокруг собственной продольной Оси. Деформирующие элементы клиновых инстоументов 4 и 7 производят обжатие заготовки. В момент, когда клиновые инструменты 4 и 7 обжимают исходную заготовку диаметром dg до одного и того же диаметра, например dj ,ролик 20 взаимодействует с кулачком 21 на его участке с постоянным радиусом Я. что соответствует взаимному положению сельсинов 14 и 15, при котором отсутствует сигнал рассогласования в электрической цепи управления электродвигателей 10 и 13. При этом валки 2, 3, 5, 6 вращаются с одинаковой угловой скоростью, например tt.. При вальцовке несимметричного по длине изделия, когда клиновые инструменты 4 и 7 начнут деформировать исходную заготовку с разными степенями обжатия (например, инструменты 7 будут обжимать заготовку до диаа инструменты 4 - до диаметраметра dg ), ролик 20 начнет взаимодействовать с кулачком 21 на его участке с радиусом R2. Поскольку (например , ролик 20 переместится на величину Rg,- Кц что вызовет поворот корпуса сельсина 15 на определенный угол. При изменении же взаимного положения сельсинов 14 и 15 в электрическую цепь управления электродвигателей 10 и 13 поступит сигнал рассогласования, пропорциональный угловой разности положений роторов сельсинов 14 и 15. Этот электрический сигнал поступает в сравнивающий блок 31, а затем усиливается в преобразователе 29 к подается на изменение (например на увеличение) числа обротов электродвигателя 13. Следовательно, на определенную величину увеличится угловая скорость вращения валков 5 и 6 с клиновыми инструментами 7 и станет равной )Валки же 2 и 3 с клиновыми инструментами 4 будут вращаться с прежней угловой скоростью При условии, что отношение угловых скоростей , i будет пропорционально отношению диаметров rf ц (f, ( это условие обеспечивается соответствующей разницей величин радиусов R2,ttRj кулачка 21), участки заготовки 22, одновременно обжимаемые до разных диаметров ( d-i 0-2 ) будут вращаться с одинаковой угловой скоростью. Благодаря этому не происходит скручивания заготовки в процессе вальцовки и, следовательно, отсутствуют ее неконтролируемые утонение и разрыв. В процессе вальцовки заготовка удерживается в валках направляющими проводками (на чертежах не показаны). По окончании процесса профилировки изделия ролик 20 будет взаимодействовать с кулачком 21 па его участке с центральным углом (., на котором радиусы профиля кулачка меньше радиуса R, . Это приведет
к повороту корпуса сельсина 15 в обратную сторону. В электрическую цепь управления электродвигателями 10 и 13 поступит сигнал на уменьшение числа оборотов вала электродвигателя 13, и на участке, соответствующем холостому провороту валков, угловая скорость вращения валков 5 и 6 будет меньше угловой скорости вращения валков 2 и 3. Профиль кулачка, соответствующий холостому провороту валков, должен обеспечить совпадение заходных участков клиновых инструментов 4 и 7 к моменту захвата или очередной заготовки (на профиле кулачка этому моменту соответствует точка О).
С захватом клиновыми инструментами очередной заготовки цикл повторяется.
Изменением профиля кулачка в соответствии с изменением конфигурации вальцуемых изделий задается соответствующая программа вращения валков, обеспечивающая равенство угловых скоростей вращения одновременно обжимаемых участков заготовки, что позволит осуществить вальцовку всевозможных несимметричных по длине изделий типа тел вращения.
Предлагаемые вальцы могут быть использованы и для получения симметричных по
/J
длине изделий. В этом случае программа вращения валков, задаваемая профилем кулачка постоянного радиуса, обеспечивает равенство угловых скоростей вращения всех валков на протяжении всего процесса вальцовки.
Формула изобретения
Устройство для поперечно-клиновой прокатки, содержащее станину, две пары рабочих валков, каждая из которых связана со своим приводом вращения, включающим электродвигатель, отличающееся тем, что, с целью расширения технологических возможностей процесса прокатки, оно снабжено механизмом изменения скорости вращения валков в процессе прокатки, электрически связанным по меньщей мере с одним электродвигателем и выполненным в виде двух сельсинов, имеющих статор и ротор, при этом статор одного из сельсинов закреплен на станине, а ротор кинематически связан с одной парой валков и со статором другого сельсина, причем ротор последнего кинематически связан с другой парой валков.
Фиг.}
v /d
10
Фиг. 2
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для поперечно-винтовой прокатки | 1989 |
|
SU1636099A1 |
| Устройство для поперечно-клиновой прокатки прутковой заготовки | 1987 |
|
SU1465161A1 |
| Вальцы для поперечно-клиновой вальцовки | 1977 |
|
SU679292A1 |
| Устройство для регулирования натяжения длинномерного материала | 1985 |
|
SU1320155A1 |
| РЕВЕРСИВНЫЙ ПРОКАТНЫЙ СТАН | 1996 |
|
RU2112614C1 |
| Прокатный,преимущественно прокатно-ковочный или роликовый,стан | 1987 |
|
SU1437117A1 |
| ВАКУУМНЫЙ СТАН ПОПЕРЕЧНО-КЛИНОВОЙ ПРОКАТКИ | 1996 |
|
RU2106223C1 |
| Накатный станок | 1985 |
|
SU1362555A2 |
| Устройство для обработки пера лопаток | 1979 |
|
SU863111A1 |
| Вальцы для поперечно-клиновой вальцовки деталей | 1972 |
|
SU441082A1 |