Изобретение относится ,к области куз.неч,ноПрессо.вого машиностроения, в частности к вальцам для профилирования за потовок и Изготовления машиностроительных деталей.
Известны вальцы для :попереч;но-,кл«.новой прокатки, содержащие омонтирован-ные на отанКе сегмент и размеш,бнный .внут|ри него врашающ.ийся «а приводном валу .рабочий валок.
Однако известные .вальцы в елики по габаритам и не обеспечивают получения больших обжатий «з-за образования внутренней рыхлости в заготовке при Обжатии ее одновременно по всей длине.
Цель изобретения - уменьшение габаритов вальцов и расши рение сортамента изготавливаемых изделий.
Это достигается тем, что сегмент установлен 1Н,а приводимом валу рабочего валка с возможностью вращения и связан с приводом.
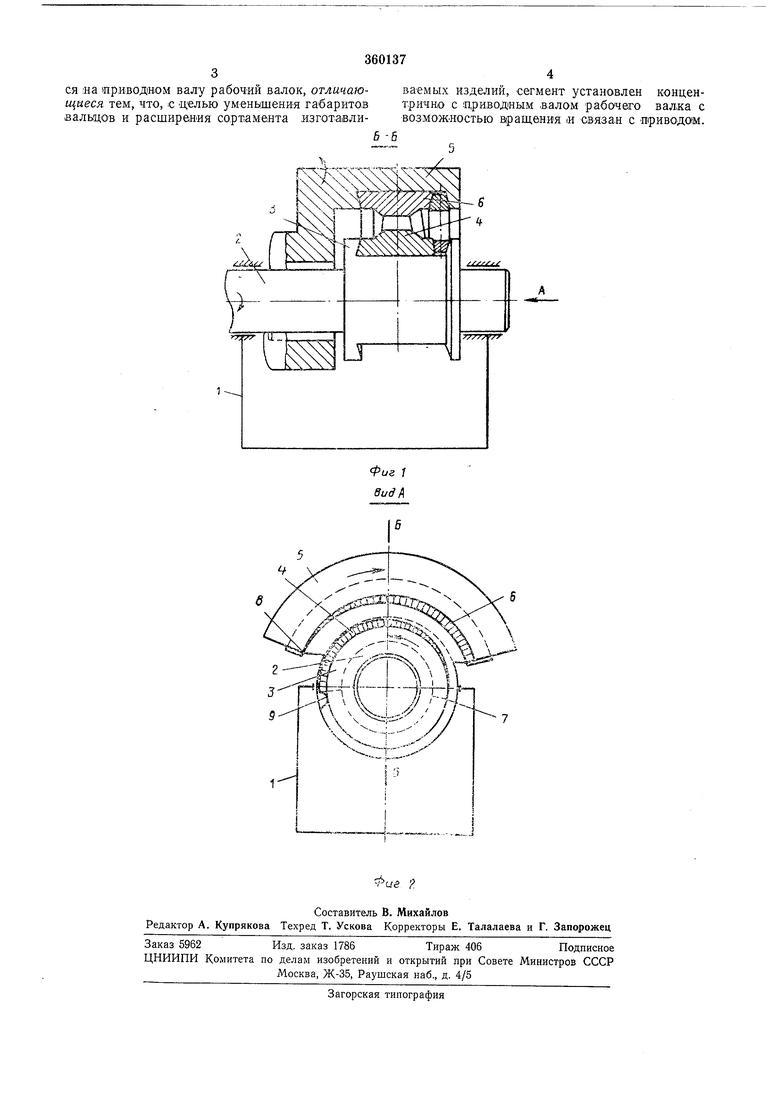
На фиг. 1 изображена схема предложенных вальцов, вертикальный р.азрез по Б-Б на фиг. 2; на фиг. 2 - вид по- А на фиг. 1. Валыцы состоят из станины / привода («а чертеже е показан), приводното вала 2, рабочего вал,ка 3, на котором репят.ся выпуклые цйлиндрически-е клинья 4, приводного сегмента 5, несущего вогнутые цилиндрические кл.ииья 6 и средств загрузки («а чертеже не показаны).
Исходна-я круглая заготовка (прутковая или штучная) с помош,ью известных средств загрузки подается .на позицию Сближения начальных частей 7 к 8 цилиидрических клиньев 4 и 6 S момент, когда цилиидрические клинья диаметрально П1ротивоположны один другому. В результате вращения рабочего валка 3 и обратного вращения сегмента 5 о-вносительно вала 2 дилиндрические клинья 4 и 6 подходят к заготовке, зах,ватывают ее клиновыми выступами и производят требуемое проф.илирование. В шроцессе прокатки заготовка вращается от.носительно своей прадольной оси. Готовые изделия попадают в приемн.ик 9 и сбрасываются .в тару. За каждый o6oipoT валка И сегмента получают одно изделие. Благодаря вращению выпуклых и вогнутых клиньев в вальцаХ, активный момент, обуславливающий вращение заготовки в процессе прокатки, больше, чем в известйом устройстве. Следовательно, при прокате с большими обжатиями в .предложен.ных вальцах исключена возможность проскальзывания заготовки без ее вращения, что резко расширяет технологические возможности в.алыцо«
Предмет изобретения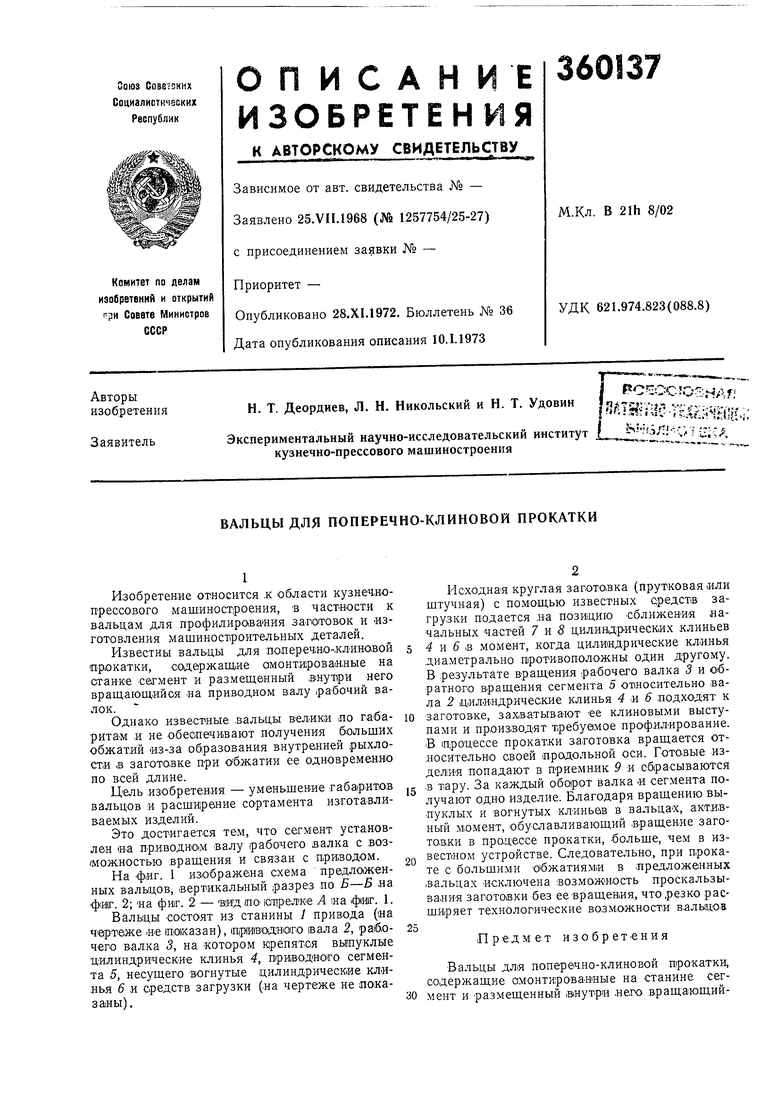
| название | год | авторы | номер документа |
|---|---|---|---|
| КОВОЧНЫЕ ВАЛЬЦЫ | 1972 |
|
SU329940A1 |
| Вальцы для поперечно-клиновой вальцовки деталей | 1972 |
|
SU441082A1 |
| УСТРОЙСТВО для ДЕФОРМИРОВАНИЯ ЗАГОТОВОК | 1973 |
|
SU387773A1 |
| Вальцы для поперечно-клиновой вальцовки | 1972 |
|
SU448674A1 |
| Клеть для поперечной прокатки | 1977 |
|
SU721205A1 |
| Устройство для поперечно-клиновой прокатки прутковой заготовки | 1987 |
|
SU1465161A1 |
| СПОСОБ ПРАВКИ ЦИЛИНДРИЧЕСКИХ ИЗДЕЛИЙ И ПРАВИЛЬНЫЙ КАЛИБР ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1991 |
|
RU2011452C1 |
| Инструмент для поперечно-клиновой прокатки | 1979 |
|
SU956113A1 |
| Стан поперечно-клиновой прокатки | 1988 |
|
SU1636101A1 |
| Устройство для поперечно-клиновой прокатки | 1974 |
|
SU535996A1 |