Изобретение отиосится к облаюти механической обработки изделий на станках с прогр aiM ым ул:р SB л ени е м.
Известны контурные системы .программного управлеиия металлорежущими стаикамл с привода)ми 1П:рограмэд;но:го леремещеяия режущего идаструмемта.
Цель изобретения - повышение точио-сти обработюи партии деталей путем коррекции погрешностей системы СПИД. Для этого предлагаемая си-стема снабжена копировальной головкой, перемещаемой по .програм-ме и контактирующей од1новремен«о с первой, обработанной по программе деталью, с помощью щупа, воздействующего ,на рычаг, управляющий приВОД01М фрезерной головки, например, с помощью расположенных «а рычаге электрических контактов.
На чертеже ло-казана принцип и ал ын а я схема предлагаемой си-стемы Д1вухкоордннат:ным фрезериым станком.
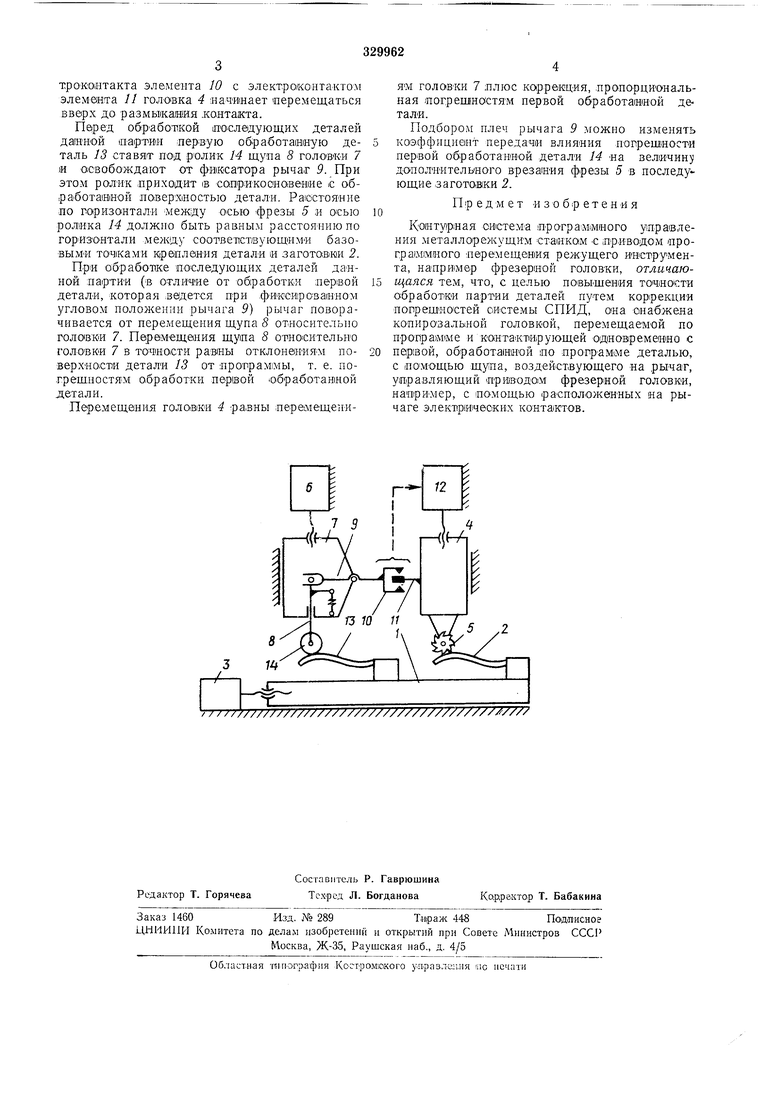
Движение фор .мообразования осуществляется за счет горизоитального перемещения стола / € заготовкой 2 -при помощи программното .привода 5 и за счет вертикального перемещения фрезерной головки 4 с фрезой 5 при помощи програМ1.М1НОГО привода 6. По.следний не связан непосредственно с головкой 4 и перемещает по программе только копировальную головку 7.
Щуп 8 головки 7 соединен с коицол двуплечего рычага 9, шарнирно укрепленного .на головке 7. Другой конец рычага 9 несет на себе элемент 10 электроконтактной пары. Элемент // той же пары жестко соединен с головкой 4.
Электро«онтагк:т1ная пара управляет работой реверсивного при.вода 12 головки 4. Привод. 12 у1ста1новлвн на станине стайка, которая условно изображена штриховкой. На столе 1 закреплена первая обработа.еная деталь 13 данной партии, контактирующая с роликом М щупа 8.
Система работает в два цикла:
1)обработка лервой детали;
2)обработка последующих деталей той же партии.
При обработке первой детали данной парти.и рычаг 9 ф;и1коируется от поворота устройством, и головка 4 отслеживает движение гоЛ013К; 7, которая перемещается приводом 6. Совершается неремещение заготовки 2 OTIHOCHтелыно фрезы 5, т. е. обработка.
Отслеживание происходит следующим образом.
Пр.и зал ьжаш1и зерх;него электрокантакта элемента 10 с электроконта-ктол элемента 11 привод 12 включается таким образом, что фрезерная голакка 4 перемещается вниз, раз-мы: ая контакт, npii замыкании нижнего электроконтакта элемента 10 с электроконтактом элемента // головка 4 начинает перемещаться вверх до размыкания .контакта.
Пе.ред обрабопкой люследующих деталей да1ННОЙ партии лервую обработаниую деталь 13 ставят под ролик 14 щупа 8 головки 7 и оювобождают от фиксатора рычаг 9. При этом ролик приходит IB сашрикооновеиие с обработаниой павер Х1Ностыо детал-и. Раюстоя-ние по горизонтали между осью фрезы 5 и осью ролика 14 должно быть равным расстоянию по горизоитали мелоду соответ1СТ(вующ|Ими базовыми точ1ками К|рбпления детали и загото;в.ми 2.
При обработ1ке последующих деталей дайной партии (в отличие от обработки первой детали, которая ведется при фиксироваииом угловом положении рычага 9 рычаг поворачивается от перемещения щупа 8 относительно голощки 7. Перемещения щуеа 8 относительно головки 7 в точ насти раины отклонения-м поверхности детали 13 от :пропрам1мы, т. е. погрешностям о,бработки первой .обработан1ной детали.
Перемещения голав1ки 4 равны перелтеще-лиЯМ головки 7 плюс коррекция, пронорциональная погрешностям первой обработаниой детали.
Подбором илеч рычага 9 можно изменять коэфф ипионт передачи влияиия погрешности первой обработаниой детали 14 на величину дополнительиого врезания фрезы 5 в последующие aaroTOfBKH 2.
Предмет изобретения
Коитуриая система програашного упраеления .металлорежущим станкам с приводом программного неремещения режущего инструмента, например фрезерной головки, отличающаяся тем, что, с целью повышения точности обработки партии деталей путем коррекции попрещностей системы СПИД, она снабжена коиирозальной головкой, перемещаемой по пропра)М1ме и контактирующей одновременно с
первой, обработанной по прогр амме деталью, с .помощью щупа, воздействующего на рычаг| у1пра.вляющий Ч1ри)водом фрезерной головки, например, с помощью расиоложенных на рычаге электр1И1чески:х контактов.
| название | год | авторы | номер документа |
|---|---|---|---|
| КОПИРОВАЛЬНОЕ УСТРОЙСТВО ДЛЯ МЕТАЛЛОРЕЖУЩИХ СТАНКОВ | 1967 |
|
SU222848A1 |
| КОНТУРНАЯ СИСТЕМА НРОГРАММНОГО УПРАВЛЕНИЯ-™- МЕТАЛЛОРЕЖУЩИМ СТАНКОМI | 1972 |
|
SU418287A1 |
| Копировально-фрезерная головка | 1986 |
|
SU1355375A1 |
| Вертикальный копировально-фрезерный станок для двухсторонней обработки фасонных поверхностей | 1975 |
|
SU529016A2 |
| КОПИРОВАЛЬНО-ФРЕЗЕРНЫй СТАНОК | 1972 |
|
SU356054A1 |
| Копировальная фрезерно-шлифовальная головка | 1976 |
|
SU662279A1 |
| Станок для обработки разделки шва под сварку | 1979 |
|
SU1038105A1 |
| Способ обработки зубьев зубчатых колес дисковым лезвийным инструментом | 2021 |
|
RU2763831C1 |
| УСТРОЙСТВО КОРРЕКЦИИ ТРАЕКТОРИИ ДВИЖЕНИЯ РЕЖУЩЕГО ИНСТРУМЕНТА | 1971 |
|
SU312679A1 |
| Самонастраивающаяся система программного управления | 1984 |
|
SU1302240A1 |
