Изобретение относится к абраз-ивной и металл.ООбрабатьива.ющей отраслям промышленности и найдет применение в станкострОИтельной и дру(ги1Х от1раслях ма1шиностроения при решении задач усовершенствования тех-нологических режимов процессов шлифования.
При исследовании процессов шлифования и разработке новых тех1ноло1гичеоких шлифования все большее значение приобретают измерения усилий р:езания, так как данные, полученные при пом.сщи указанных измерений, содержат объективную информацию о работоспособности шлифоваль1ных кругов, о наступлении момента необходимости правки крута, о качестве шлифоранной поверхности.
Широкое распространение при измерении усилий резания получИли тензометрическ е методы с использованием тензометрических центров с наклееннь МИ на них тензорезисторами.
Частотный диапазон измерения переменных усилий резания определяется системой СПИД (станок - ириспособление - инструмент- деталь) и составляет примерно 200 - 1200гг{.
Р1звест1 Ы статические методы тарировки тензо метрических центров, заключаюш,иеся з нагружении последних статическими груза.ми и регистрации деформации тензометрического центра. По получвниы.м данным строится тарировочный график, представляющий собой зависимость деформации тензометрического центра от статической нагрузки.
Однако статические и дина.мическпе характеристики тензоцентров з;начительно отличаются друг от друга, и вследствие этого статическая тарировка является недостаточной при измерении иеременных усилий резаиия.
Цель изобретения - повышение точности тарирОВки. Для этого по предлагаемому способу тензО:центру сообщают колебания, например, с ПС-мощью эдектро ма-гнита переменного тока с частотой, лежащей внутри частотного диапазона систе.мы СПИД шлифовального станка,
измеряют перемещение свободного койца тен-. зоцантра на каждой частоте, по величине перемещения определяют деформацию центра, регистрируют с помощью демодулятора и индикаторного прибора выходной и строят динамическую тари.ровочную характеристику теизоцентра.
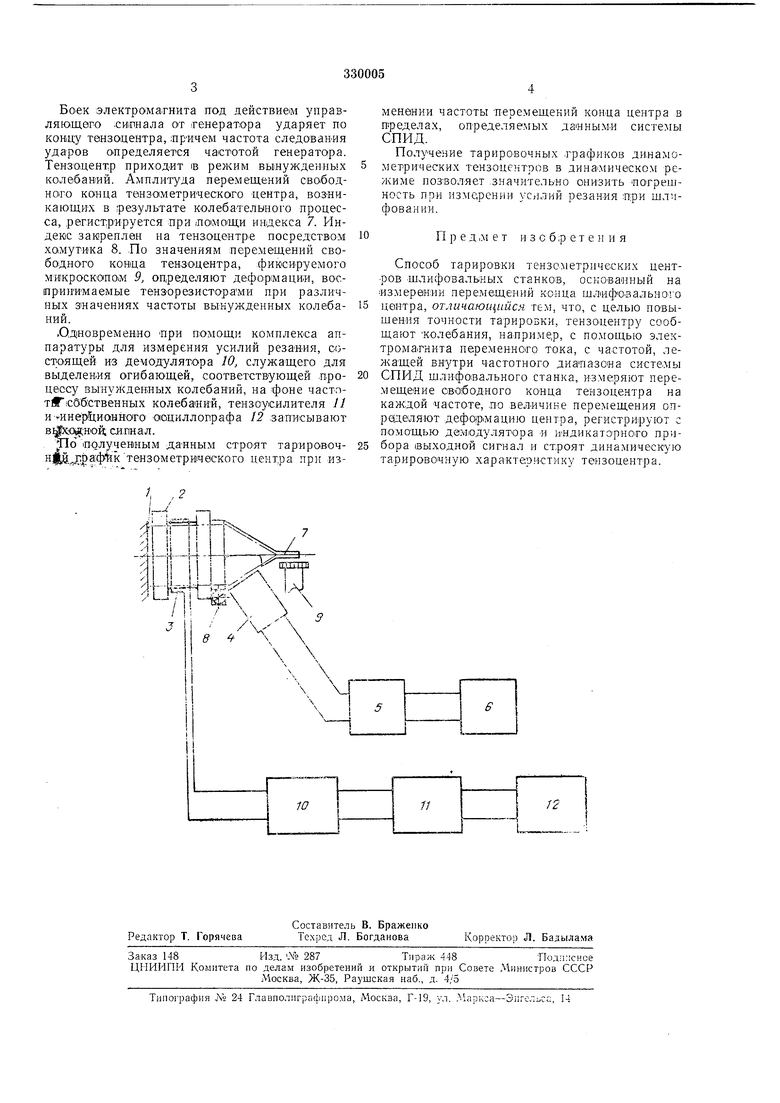
Предлагаемый способ поясняется чертежом. К свободному концу тензометрическог цСНтра, состоящего из стандартного шлифо вального центра / и втулки 2 с наклеенным:; тензорезистора.ми 3, подводится электрОМаг нит 4 пере.менного тока. Электро магнит чере релейную пульспару 5 возбуждается от генер;; тора 6, частота колебаний которого може; Бо-ек злектрома.гнита под действием управляющего .силпала от (генератора ударяет по концу твнзоцентра, яричем частота следования ударов определяется частотой генератора. Тензоцентр приходит IB режим вынужденных колебаний. Амплитуда перемещений свободHOiro конца тензаметрического центра, возйикающих в .результате колебательного процесса, регистрируется при ломочци индекса 7. Индеюс закреплен на тензоцентре посредством Х01мутика 8. По значениям церемещений свободного конца тензоцентра, фиксируемого микроскопам 9, определяют деформации, воспринимаемые тензорезисторами при различных значениях частоты вынужденных колебаний. .Одновременно при помощи комплекса аппаратуры для измерения усилий резайия, состоящей из демодулятора JO, служащего для выделения огибающей, соответствующей процессу вынужденных колебаний, на фоне частпт У|Сбб:ственных колебаияй, тензоусилителя 11 ,ианН01го осциллографа 12 записывают B tc Hoij сигнал. 6 |цдлучен1ным данным строят тарировочнЩ,д;|)а:ф ктензометрического центра при нзменении частоты перемещений конца центра в пределах, определяемых дащным-и системы СПИД. Получение тарировочных .графиков динамометрических тензоцектров в дина1мическом режиме позволяет .значительно снизить погрешность при измерении усилий резания ;п.ри шлмфовании. Пред ,м е т изобретения Способ тарировки тензол1етрических центров шлифовальных станков, основанный на измерении перемещений конца шЛифювального центра, отличающийся тем, что, с целью повышения точности тарировки, тензоцентру сообщают колебания, нацример, с по.мощью электрома.гнита переменного тока, с частотой, лежащей внутри частотного диапазоиа систе.мы СПИД шлифовального станка, измеряют перемещение свободного коица тензоцентра на каждой частоте, .по величине перемещения определяют центра, регистрируют с ПОмоЩью демодулятора .и иидикаторного лр 1бора 1ВЫХОДНОЙ сигнал и строят дина.мическую тарировочную характеристику тензоце.нтра.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ определения жесткости системы "СПИД" круглошлифовальных станков | 1981 |
|
SU986726A1 |
| СПОСОБ ОПРЕДЕЛЕНИЯ НАЧАЛА МОМЕНТА ПРАВКИ ШЛИФОВАЛЬНОГО КРУГА | 1968 |
|
SU207430A1 |
| Способ обработки сложнопрофильных поверхностей керамических изделий на станках с ЧПУ с использованием метода адаптивного шлифования | 2022 |
|
RU2799962C1 |
| Стенд для измерения статических и динамических характеристик инструмента в процессе механической обработки | 1981 |
|
SU975333A1 |
| Способ управления циклом круглого шлифования | 1986 |
|
SU1430241A1 |
| УСТРОЙСТВО ДЛЯ ТАРИРОВКИ ТЕНЗОДАТЧИКОВ | 1973 |
|
SU391385A1 |
| Опора шлифовальной бабки | 1988 |
|
SU1583270A1 |
| Способ определения коэффициента режущей способности шлифовального круга | 1981 |
|
SU988534A1 |
| Способ плоского шлифования | 1986 |
|
SU1393598A1 |
| Система активного контроля | 1986 |
|
SU1414592A1 |
И 1 1 .А
..4-t-,
J) 11
.
8
