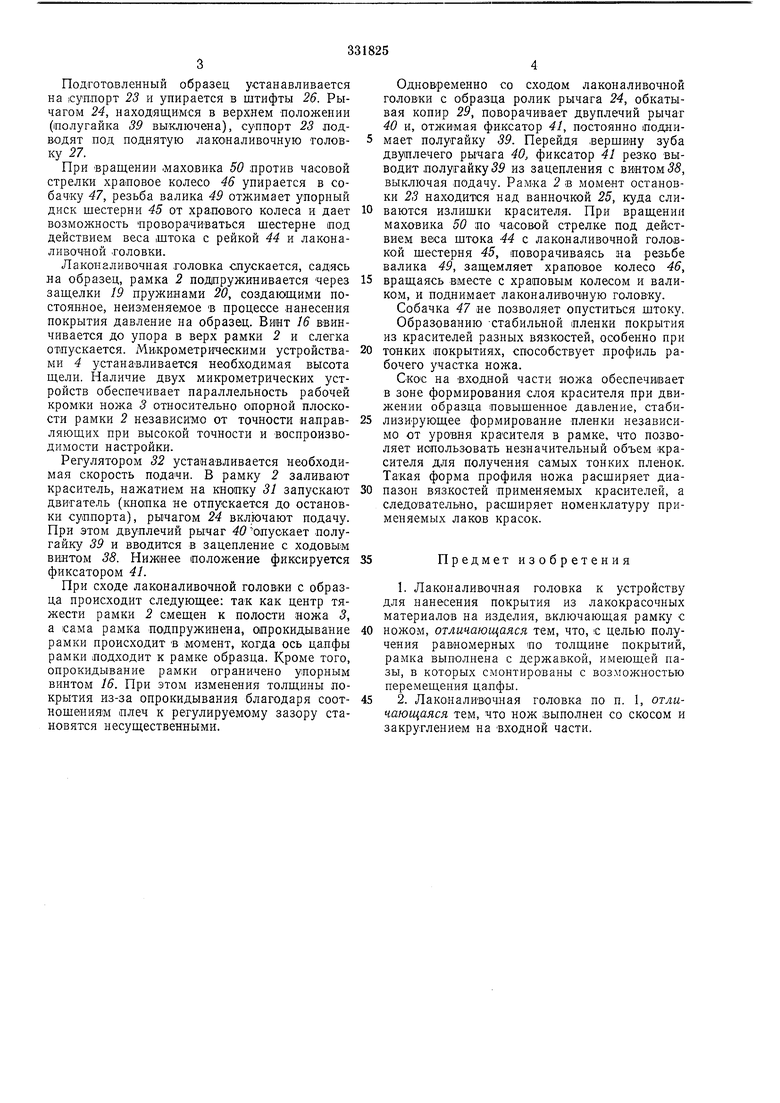
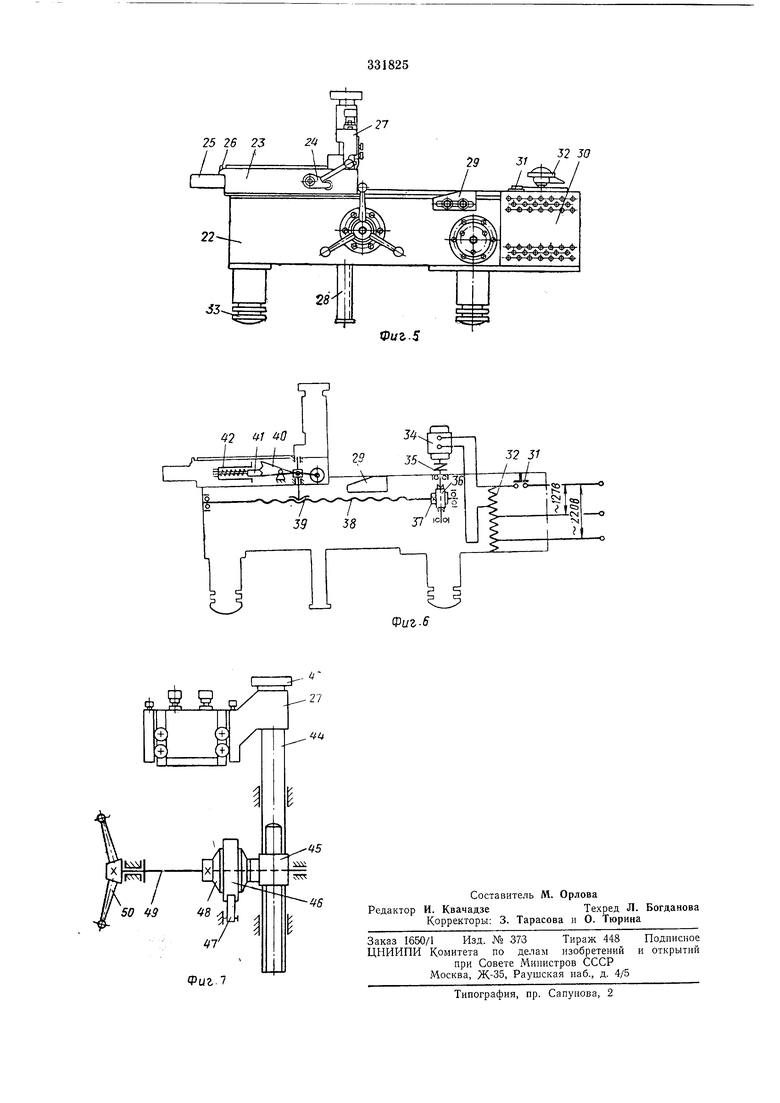
Из1вестна лаконаливочная головка к устройству для нанесения покрытия из лакокрасочных материалов яа изделия, включающая рамку с ножом. Однако известная лаконаливочная головка не обеспечивает получение равномерных по толщине покрытий. В предложенной лаконаливочной головке с целью получения равномерных по толщине покрытий ее рамка выполнена с державкой, имеющей пазы, в которых смонтированы с возможностью перемещения цапфы. Нож выполнен со скосом и закруглением ,па входной части. На фиг. 1 изображена предложенная лаконаливочная головка; на /фиг. 2 - разрез по А-А на фиг. 1; на фиг. 3-разрез по Б-Б на фиг. 1; на фиг. 4 - разрез по В-В на фиг. 1; на фиг. 5- лаконаливочная головка, общий вид; яа фиг. 6 - кинематическая схема привода подач; еа фит. 7 - кинематическая схема механизма подъема лаконаливочной головки. Лаконаливочная головка включает державку /, рамку 2, нож 3, микрометрические устройства 4, состоящие из головки 5, стопорных винтов 6, микрометрического винта 7, барабатика отсчета 8, втулки 9, гайки 10, шайб 11, гайки 12, контргайки 13, резервной гайки 14 и винта 15. На державке / расположен упорный винт 16. Механизм прижима рамки сосгоит из головки 17, гайки 18, защелки 19, пружины 20 и винта 21. Профиль ножа образуют рабочая ленточка А и скос под углом а, на входной части имеющий закругление R. Устройство для нанесения покрытий из лакокрасочных материалов на изделия включает следующие ошовные части: станину 22, суппорт 23, рычаг включения подачи с выключающим роликом 24, ванночки для сбора излишков краски 25, упорные штифты на суппорте 26, лаконаливочную головку 27, механизм подъема головки 28, копир 29, приводную коробку 30 с пусковой кнопкой 31 и регулятором 32 скорости подачи, регулируемые ножи 33. Привод подач состоит пз коллекторного электродвигателя переменного тока 34, упругой муфты 35, червяка 36, червячного колеса 37, ходового винта 55, полугайки 39, двуплечего рычага 40, фиксатора 41 и пружины 42 фиксатора. Механизм подъема лаконалпвочной головки состоит из кнопки 43, штока с зубчатой рейкой 44, шестерни 45, храпового колеса 46, собачки 47, опорного диска 48, валика 49 и маховика 50.
Подготовленный образец устанавливается на суппорт 23 и упирается в штифты 26. Рычагом 24, находящимся в верхнем положении (полугайка 39 выключена), суппорт 23 подводят под поднятую лаконаливочную головку 27.
При -вращении махоБика 50 против часовой стрелки храповое колесо 46 упирается в собачку 47, резьба валика 49 отжимает упорный диск щестерни 45 от храпового колеса и дает возможность проворачиваться щвстерне под действием веса штока с рейкой 44 и лаконаливочной «головки.
Лаконаливочная головка спускается, садясь на образец, рамка 2 подпружинивается через защелки 19 пружинами 20, создающими постоянное, неизменяемое в процессе нанесепия покрытия давление на образец. Винт 16 ввинчивается до упора в верх рамки 2 и слегка отпускается. Микрометрическими устройствами 4 устанавливается необходимая высота щели. Наличие двух микрометрических устройств обеспечивает параллельность рабочей кромки ножа 3 относительно опорной плоскости рамки 2 независимо от точности направляющих при высокой точности и воспроизводимости настройки.
Регулятором 32 устанавливается необходимая скорость подачи. В рамку 2 заливают краситель, нажатием на кнопку 31 запускают двигатель (кнопка не отпускается до остановки суппорта), рычагом 24 вклкэчают подачу. При этом двуплечий рычаг 40 -опускает полугайку 39 и вводится в зацепление с ходовьш винтом 38. Нижнее положение фиксируется фиксатором 41.
При сходе лаконалиБочной головки с образца происходит следующее: так как центр тяжести рамки 2 смещен к полости ножа 3, а сама рамка подпружинена, оорокидывание рамки происходит в момент, когда ось цапфы рамки подходит к рамке образца. Кроме того, опрокидывание рамки ограничено упорным винтом 16. При этом изменения толщины покрытия из-за опрокидывания благодаря соотнощениям плеч к регулируемому зазору становятся несущественными.
Одновременно со сходом лаконаливочной головки с образца ролик рычага 24, обкатывая копир 29, поворачивает двуплечий рычаг 40 и, отжимая фиксатор 41, постоянно яоднимает полугайку 39. Перейдя .верщину зуба двуплечего рычага 40, фиксатор 41 резко выводит полугайку 55 из зацепления с винтом 55, выключая подачу. Рамка 2 ;в момент остановки 23 находится над ванночкой 25, куда сливаются излищки красителя. При вращении маховика 50 по часовой стрелке под действием веса щтока 44 с лаконаливочной голО|Вкой щестерня 45, поворачиваясь иа резьбе валика 49, защемляет храповое колесо 46,
вращаясь В1месте с храповым колесом и валиком, и поднимает лаконалнвочную головку. Собачка 47 не позволяет опуститься щтоку. Образованию -стабильной пленки покрытия из красителей разных вязкостей, особенно при
тонких покрытиях, способствует профиль рабочего участка ножа.
Скос на входной части ножа обеспечи1вает в зоне формирования слоя красителя при движении образца повышенное давление, стабилизирующее формирование пленки независимо от уровня красителя в рамке, что позволяет использовать незначительный объем красителя для получения самых тонких пленок. Такая форма профиля ножа расширяет диапазон вязкостей применяемых красителей, а следовательно, расширяет номенклатуру применяемых лаков красок.
Предмет изобретения
1. Лаконаливочная головка к устройству для нанесения покрытия из лакокрасочных материалов на изделия, включающая рамку с
ножом, отличающаяся тем, что, с целью получения равномерных по толщине покрытий, рамка выполнена с державкой, имеющей пазы, в которых смонтированы с возможностью перемещения цапфы.
2. Лаконаливочная головка по п. 1, отличающаяся тем, что нож выполнен со скосом и закруглением на входной части.
5 J/
Фиг.1

16
Фие.2
6-6
75
8-В
Фиг.ч
