Изобретение относится к области сварки, а именно к устройствам для сборки под сварку дродольиых швов кромок тонколистовых обечаек.
Известно устройство для сборки под сва|рку обечаек, содержащее роликовый стенд и подвижный вдоль оси свариваемого изделия вертикальный прижим. Однако такое устройство не обеспечивает точной сборки лод сварку продол ьны.х швов кромок обечаек.
Цель изобретения заключается в повышении точности сборки кромок обечаек. Это достигается тем, что прижим выполнен клинообраз1 ы,м, причем острая кромка клина расположена перпендикулярно направлению перемеш,еиия прижима.
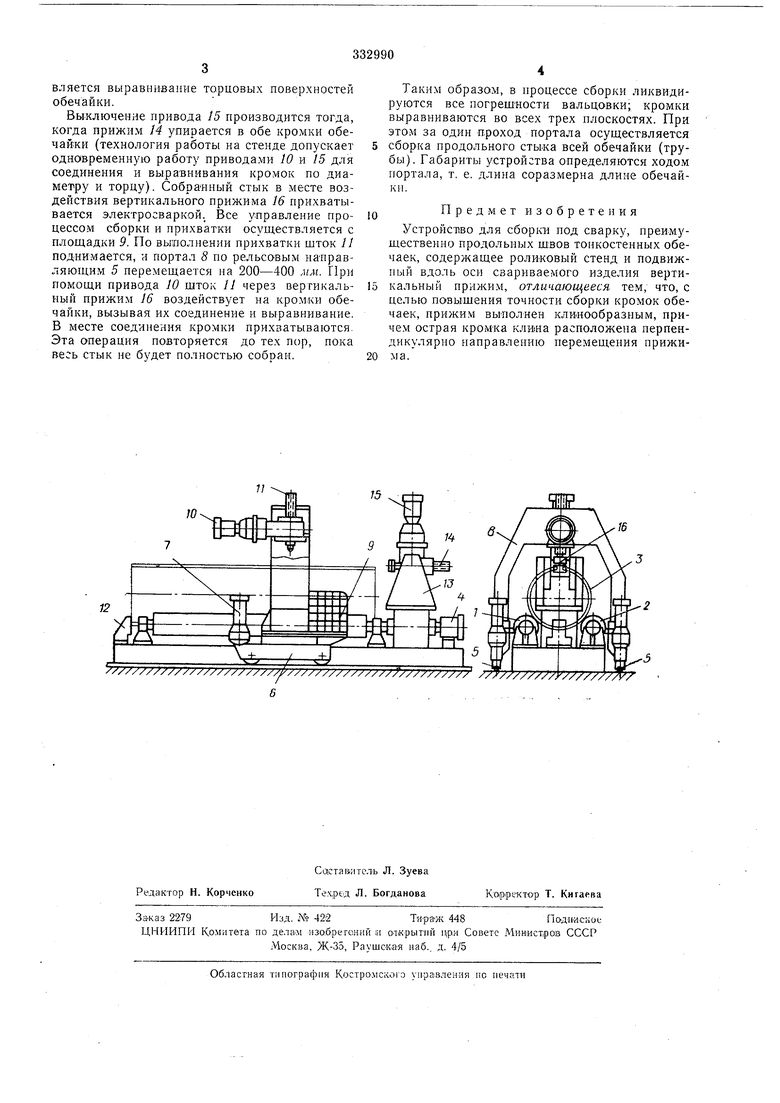
На чертеже показано устройство для сборки продольного стыка обечаек (труб).
стройство состоит из удлинеиных роликоопор 1 н 2, на которых установлена обечайка 3, причем одна сторона роликоопор имеет привод 4 для ориентации собираемой обечайки (трубы) стыком вверх. По обе стороны от роликоопор раэмеихены рельсовые направляющие 5, по которым перемешаются подвижные тележки 6 с приводом 7, несущие портал 8. На портале закреплена рабочая площадка 9 для сборщика и привод 10 нажимного щтока 11.
С другой стороны устройства находится стойка 13, снабженная выдвижным торцовым прижимом 14, перемещение которого обеспечивается приводом 15. Для того, чтобы по окончании процесса сборки кромки обечайки оказались па одной высоте (по диаметру), нажим ой щток 11 оборудоваи вертикальным прижимом 16, рлбочая часть которого выиолпепа клинообразной.
Устройство работает следующим образом.
Обечайка (труба) 3 укладывается на роликоопоры 1 и 2 так, что торец обечайки находится у пяты торцового 14. С другой стороны положение обечайки (трубы) фиксируется упором 12. При номощи привода 4 обечайка ориентируется стыком вверх. Перед сборкой портал 8 находится возле стойки 13. Посредством привода 10 нажимной щток 11 через вертикальный прижим 16 воздействует на кромки обечайки, заставляя их cбv ижaтьcя. При этом постепенное выдвижение щтока 11 приводит к соединению кромок и их выравниванию по диаметру, поскольку обе кромки обечайки прижаты к одной и той же привалочной поверхности вертикального прижима 16. Если необходимо (по условиям сварки) иметь зазор между кромками после сборки, в зазор между кромка-ми вводятся мерные пластинки. После этого вывляется выравнивание торцовых поверхностей обечайки.
Выключение привода 15 производится тогда, когда прижим 14 упирается в обе кромки обечайки (технология работы на стенде допускает одновременную работу приводами 10 и 15 для соединения и выравнивания кромок по диаметру и торцу). Собра-нный стык в месте воздействия вертикального прижима 16 прихватывается электросваркой. Все управление процессом сборки и прихватки осуществляется с площадки 9. По выполнении прихватки шток 11 поднимается, и портал 8 по рельсовым направляющим 5 перемещается на 200-400 мл1. При помощи привода 10 шток 11 через вертикальный прижим 16 воздействует на обечайки, вызывая их соединение и выравнивание. В месте соединения кромки прихватываются. Эта операция повторяется до тех пор, пока весь стык не будет полностью собран.
Таким образом, в процессе сборки ликвидируются все погрещности вальцовки; кромки выравниваются во всех трех плоскостях. При этом за один п.роход портала осуществляется сборка продольного стьжа всей обечайки (трубы). Габариты устройства определяются ходом портала, т. е. длина соразмерна длине обечайки.
Предмет изобретения
Устройство для сборки под сварку, преимущественно продольных щвов тонкостенных обечаек, содержащее роликовый стенд и подвижный вдоль оси свариваемого изделия вертикальный прижим, отличающееся тем, что, с целью повыщения точности сборки кромок обечаек, прижим выПОлнен кли нообразным, причем острая кромка клвна расположена перпендикулярно направлению перемещения прижима.
| название | год | авторы | номер документа |
|---|---|---|---|
| СТЕНД ДЛЯ СБОРКИ ОБЕЧАЕК С ПРОДОЛЬНЫМ ШВОМ | 1970 |
|
SU271477A1 |
| Роликовый стенд для сборки под сварку обечаек цилиндрического корпуса друг с другом и обечайки цилиндрического корпуса с днищем | 2015 |
|
RU2609600C1 |
| Способ изготовления тонкостенных оболочковых конструкций | 1982 |
|
SU1107990A1 |
| Стенд для сборки и вращения в процессе сварки кольцевых стыков обечаек | 1977 |
|
SU732109A1 |
| Устройство для сборки под сварку листовых металлоконструкций | 1983 |
|
SU1136918A1 |
| Стенд для сборки кольцевых стыков обечаек | 1985 |
|
SU1296346A1 |
| Стенд для сборки под сварку | 1986 |
|
SU1425018A1 |
| Устройство для сборки под сварку тонкостенных металлических цистерн | 1985 |
|
SU1250434A1 |
| УСТРОЙСТВО ДЛЯ СВАРКИ ТРЕНИЕМ С ПЕРЕМЕШИВАНИЕМ ПОЛЫХ ТРУБЧАТЫХ ИЗДЕЛИЙ | 2011 |
|
RU2457930C1 |
| Устройство для сборки под сварку кольцевых стыков | 1980 |
|
SU897451A1 |
