Известны способы электрохимической обработки при изготовлении полостей в открытой ваппе с электролитом при помощи электродаинструмента, выполненного с различным расположением щелей. Однако при них невозможно гарантировать постоянную скорость электролита по всему обрабатываемому контуру, в силу чего скорость подачи электродаинструмента изменяется почти в два раза от мини.мальной в начальный момеит, когда щели для подвода электролита находятся вне зоны обработки до наибольшей (в конце процесса).
Предлагаемый способ отличается от извест 1ых тем, что в нем подачу электрода-инструмента регулируют подачей электролита в зону обработки путем последовательного раскрытия щелей в электроде-инструменте по мере углубления его в обрабатываемую полость. Это повышает производительность обработки, а также качество обрабатываемой поверхности.
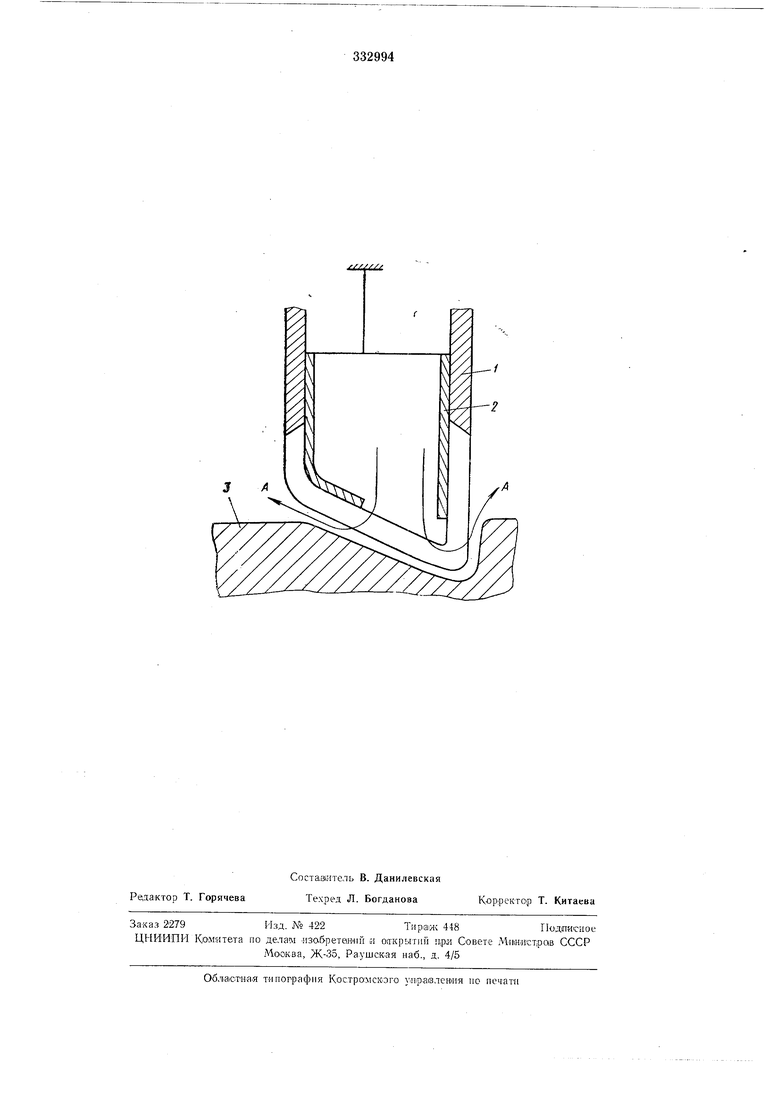
Описываемый способ поясняется чертежом.
Электролит подают через щели и отверстия в электроде-инструменте / по направлению А.
Внутри электрода-инструмента при его поступательном движении перемешается гибкая заслонка 2, которая по мере углубления электрода-инструмента в деталь 3 увеличивает площадь проходных сечений отверстий электрода-инструмента, сохраняя заданную величину противода вления. При этом обеспечивают сплошной поток, высокий съем металла при хорошем качестве обрабатываемой поверхности.
По окончании процесса электрод-инструмент возвращают в исходное положение и происходит максимальное перекрытие нроходных сечений.
Предмет изобретения
Способ электрохимической обработки полостей с переменной площадью сечения, осуществляемый на прошивоЧНых станках в открытой ванне с электролитом, перемещающимся электродом-инструментом, выполненным со
щелями для подачи электролита, отличающийся тем, что, с целью повышения производительности обработки, подачу электрода-инструмента регулируют подачей электролита в зону обработки путем последовательного раскрытия щелей в электроде-инструменте по мере углубления его в обрабатываемую полость.
| название | год | авторы | номер документа |
|---|---|---|---|
| Электрод-инструмент для размерной электрохимической обработки | 1981 |
|
SU1068250A1 |
| Станок для электрохимической обработки | 1976 |
|
SU707749A1 |
| Устройство для электрохимической обработки | 1980 |
|
SU895603A1 |
| Электрод-инструмент | 1979 |
|
SU737186A1 |
| СПОСОБ ЭЛЕКТРОХИМИЧЕСКОЙ РАЗМЕРНОЙ ОБРАБОТКИ СЛОЖНЫХ ПОВЕРХНОСТЕЙ | 1973 |
|
SU370002A1 |
| Способ электрохимической обработки сквозных отверстий | 1989 |
|
SU1710234A1 |
| Электрод-инструмент | 1971 |
|
SU598724A1 |
| Устройство для электрохимического прошивания отверстий | 1976 |
|
SU745635A1 |
| Электрод-инструмент для электрической обработки отверстий малого диаметра и способ его изготовления | 1990 |
|
SU1710240A1 |
| СПОСОБ ИМПУЛЬСНОЙ ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКИ | 2007 |
|
RU2369470C2 |