Известны устройства для сборки конденсаторов цилиндрической формы с осевыми выводами.
Однако известные устройства не обеспечивают требуемой производительности работы.
С целью повышения производительности работы предлагаемое устройство снабжено шаговым транспортером для подачи в зону сборки секций конденсаторов, взаимодействующих с дисками механизма сборки, ползуны которых выполнены в виде штоков, взаимодействующих посредством рычагов с распределительным валом, охваченных оправками и расположенных во вращающихся втулках.
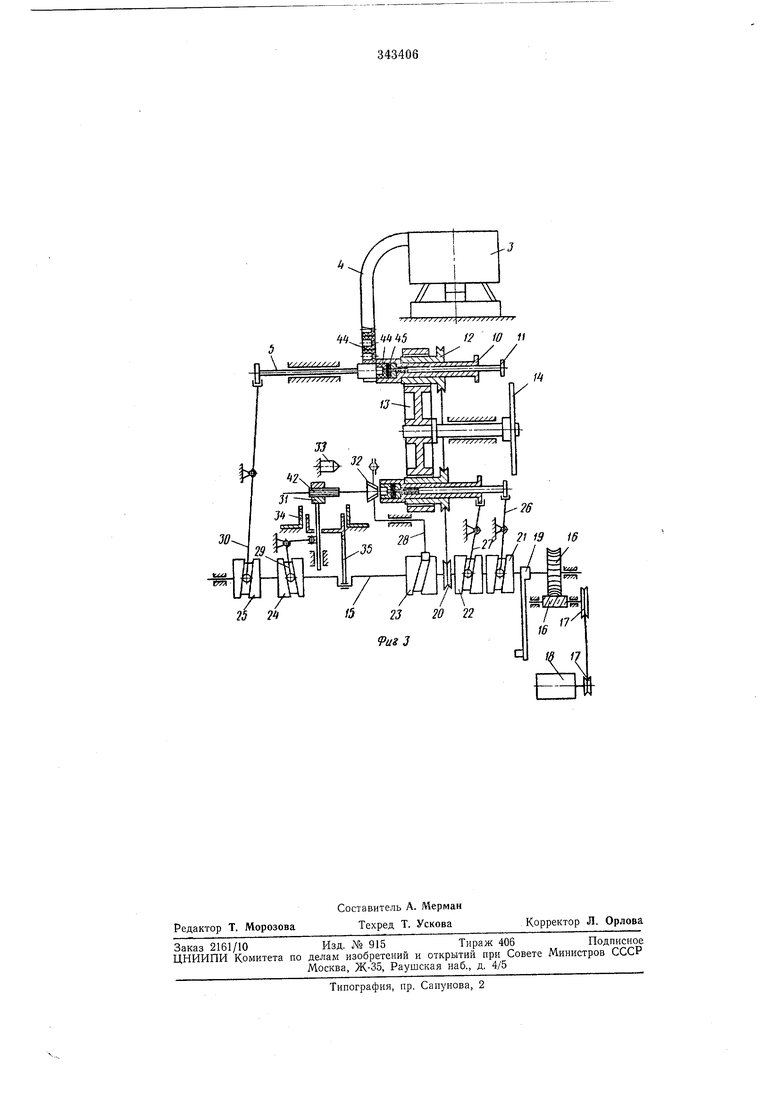
На фиг. 1 дано предлагаемое устройство для сборки конденсаторов (вид в плане); на фиг. 2 - механизм сборки секций с изоляционными колпачками и резиновыми шайбами; на фиг. 3 - механизм сборки в разрезе.
Устройство для сборки конденсаторов цилиндрической формы с осевыми выводами включает в себя вибропитатель / для резиновых шайб с подводящим лотком 2, вибропитатель для изоляционных колпачков с подводящим лотком 4 и толкателем 5, вибропитатель 6 для корпусов конденсаторов с подводящим лотком 7, упором 8 и толкателем 9, Оправки W со штоками 11, помещенными во втулках 12, которые смонтированы в диске 13,
сидящем на одном валу с мальтийским крестом 14.
Распределительный вал 15 связан посредством червячной пары 16 и клиноременной передачи 17 с электродвигателем 18 и несет рычаг 19 поворота мальтийского креста, шкив 20 и кулачки 21-25, управляющие соответственно рычагами 26-30, связанными с исполнительными органами устройства.
Механизм 31 зажимает н ноднимает секции. Для направления выводов служат губки 32, а для раскрытия губок-упор 33.
Секции конденсаторов перемещаются транспортером, имеющим неподвижный элемент 34
и подвижный элемент 35. Корпусы конденсаторов подаются при помощи поворотного диска 36 с захватами 57. Устройство для сборки в корпус секций конденсатора имеет также упор 38, толкатель 39, направляющую 40,
.призму 41 для секций конденсаторов с выводами 42, корпуса конденсаторов 43, изоляционные колпачки 44 и резиновые шайбы 45. При включении виброннтателей 1, 3 и 6 лот. ки 2, 4 н 7 заполняются соответственно резиновыми шайбами 45, изоляционными колпачками 44 и корпусами конденсаторов 43. От электродвигателя 18 с помощью клиноременной передачи 17 и червячной пары 16 приводится распределительный вал 15, от которого
шкив 20 получают постоянное вращение все три втулки 12 с оправками 10 и штоками 11.
Толкатель 5, управляемый рычагом 30 от кулачка 25 перемещает резиновую шайбу 45 из лотка 2 в оправку 10. Диск 13 с помощью рычага 19 и мальтийского креста 14 поворачивается по часовой стрелке на 1/3 оборота и переносит соответственно в новое положение втулки 12 с оправками 10. С помощью толкателя из лотка 4 изоляционный колпачок 44 перемещается в оправку 10, несущую резиновую щайбу 45. При очередном повороте диска 13 оправка 10 с резиновой шайбой и колпачком 44 перемещается в нижнее положение; одновременно в это же положение посредством шагового транспортера с неподвижным и подвижным элементами 34, 35 с предыдущей операции (изготовления и припайки выводов) подаются секции конденсаторов 42. Секция, зажатая механизмом 31, с помощью рычага 29, управляемого кулачком 24, поднимается и устанавливается на одной оси с изоляционным колпачком и резиновой щайбой, находящимися в управляемой рычагом 27 от кулачка 22 оправке 10, которая вместе с направляющими губками 32 перемещается влево, при этом вывод секции направляется через отверстие в доныщке колпачка в центр резиновой шайбы 45, а так как резиновая шайба 45 в этот момент вращается, то вывод просверливает ее. При дальнейшем движении губки 32 находят на упор 33, раскрываются и останавливаются, пропуская оправку Ю, посредством которой надевается колпачок на секцию, а резиновая шайба 45 проталкивается в торцу надетого колпачка. Шток 11, управляемый рычагом 26 от кулачка 21, удерживает изоляционный колпачок 44 и резиновую шайбу 45 от осевого перемещения при отходе оправки 10 направо, а затем и сам занимает исходное положение. Закрываются, занимая исходное положение, и направляющие губки 32.
Механизм 31 опускает секцию на транспортер с неподвижным и подвижным элементами 34 и 35, который перемещает секцию направо, где на другой торец секции аналогичным образом монтируются колпачок и щайба идентичным механизмом сборки. Эти два механизма сборки установлены не против друг друга лищь с целью удобства обслуживания устройства. Корпуса конденсаторов 43, подаваемые вибропитателем 6 по лотку 7, доходят до упора 8 и толкателем 9 передаются в захваты 57 периодически поворачивающегося диска 36, который при очередном повороте устанавливает корпус конденсатора 43 против направляющей 40 и фиксируется упором 38.
Секция конденсаторов 42, имеющая с обоих торцов изоляционные колпачки 44 и резиновые шайбы 45, подвижным элементом 35 шагового транспортера укладывается на призму 41. Толкатель 39, управляемый соответствующим колпачком, через направляющую 40 заталкивает секцию с колпачками и резиновыми шайбами В корпус конденсатора.
Затем упор 38 и толкатель 39 перемещаются в «сходное положение. Направляющая 40 раскрывается, и поворотный диск 36 переносит собранный конденсатор на последующие операции завальцовки и зиговки корпусов.
Предмет изобретения
Устройство для сборки конденсаторов цилиндрической формы с осевыми выводами, преимущественно бумажных я металлобумажных, содержащее вибробункер для корпусов, вибробункеры для изоляционных колпачков и эластичных щайб, соединенные лотками с механизмом сборки, выполненным в виде дисков с осевыми каналами, механизмы завальцовки и зиговкИ корпуса, распределительный вал и приводной механизм, отличающееся тем, что, с целью повышения производительности работы устройства, оно снабжено шаговым транспортером для подачи в зону сборки секций конденсаторов, взаимодействующим с дисками .механизма сборки, ползуны которых выполнены в виде щтоков, взаимодействующих посредством рычагов с распределительным валом, охваченных оправками и расположенных во вращающихся втулках.

24
12 to n
(ч // Л и
/
/5 23 20 22
17
16 9иг 3
ч
