Известен способ образования спиральных канавок, например, у сверл вышлифовкой целой закаленной заготовки шлифовальным кругом, установленным на полную глубину канавки и расположенным соответственно углу наклона спиральной канавки с возможностью свободного вращения заготовки при ее осевом перемещении.
Описываемый способ отличается от известного тем, что обработку осуществляют двумя параллельно установленными на одной оси шлифовальными кругами, размещенными с зазором. Это повышает производительность и обеспечивает симметричность расположения обеих канавок.
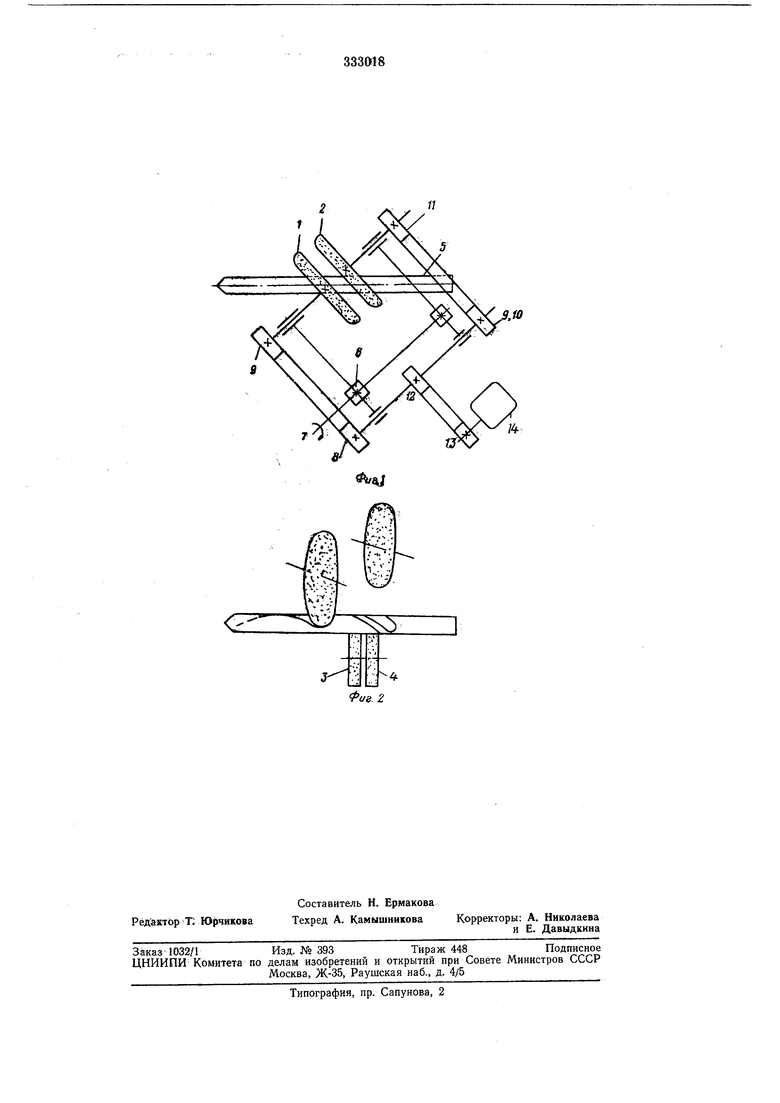
На фиг. 1 и 2 показано устройство для осуществления предлагаемого способа.
Два щлифовальных круга 1 и 2 устанавливают параллельно со смещением на величину, пропорциональную половине щага винтовой канавки сверла, на полную глубину канавки, а профиль их заправляют соответственно профилю канавки сверла. Два других круга 5 и 4 для шлифования спинки сверла устанавливают на глубину ленточки и начинают продольную подачу заготовки. По достижении рабочей длины одной из канавок круг 2 выводят из зацепления со сверлом 5 с помощью кулачков 6, приводимых в действие кулачковым валом 7, а другую канавку продолжают
вышлифовывать кругом / до достижения ее рабочей длины. Круги / и 2 приводятся во вращение через ременные передачи 8-13 электродвигателем 14.
Указанный способ выщлифовки наиболее производителен при вышлифовке длинных сверл свыше ЗН (Н-щаг спирали) и позволяет увеличить точность при кинематическом и силовом задании спирали.
Предмет изобретения
1.Способ образования спиральных канавок, например, у сверл выщлифовкой целой закаленной заготовки шлифовальным кругом, установленным на полную глубину канавки и расположенным соответственно углу наклона спиральной канавки с возможностью свободного вращения заготовки при ее осевом перемещении, отличающийся тем, что, с целью увеличения производительности и обеспечения симметричности расположения обеих канавок, обработку осуществляют несколькими, например двумя, параллельно установленными на одной оси шлифовальными кругами, которые размещают с зазором.
/4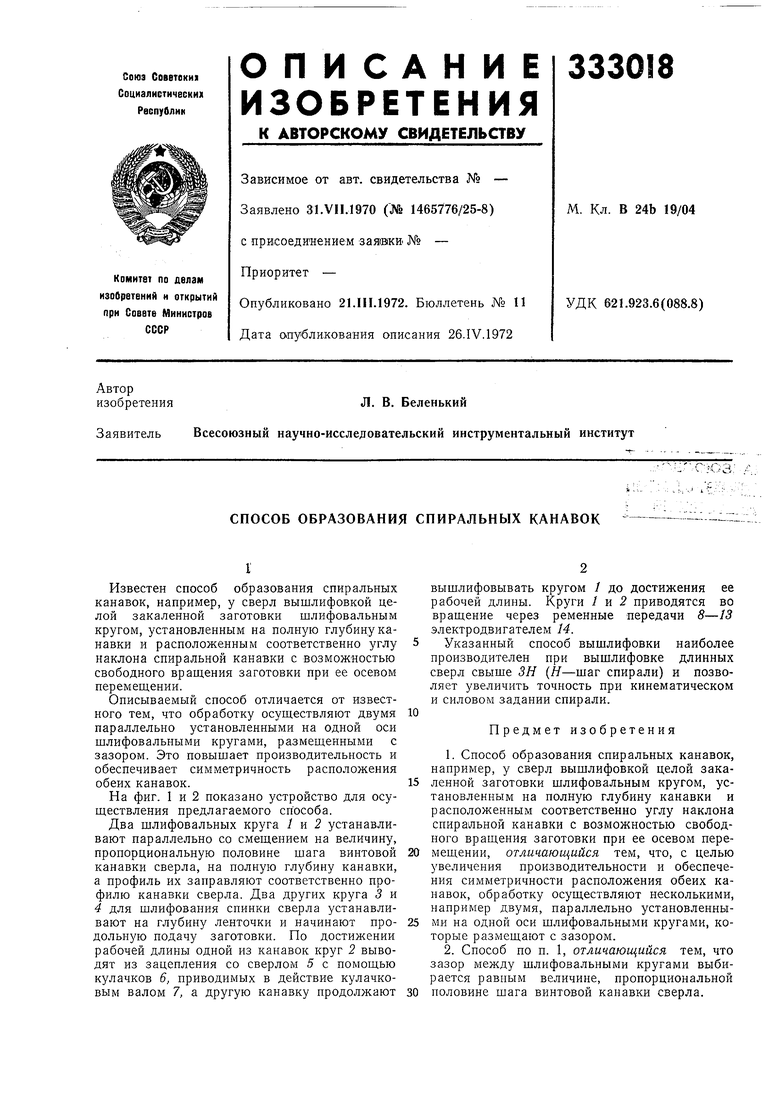
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления спиральных сверл | 1980 |
|
SU948624A1 |
| СПОСОБ ОБРАБОТКИ РУЧЬЕВ И КАНАВОК НА ВАЛКАХ ИЛИ ШАЙБАХ | 1993 |
|
RU2121908C1 |
| Станок для шлифования канавок и спинок сверл | 1984 |
|
SU1274907A1 |
| Автомат для вышлифовки винтовых поверхностей и заточки зубьев на цилиндрической поверхности и торце концевого инструмента | 1984 |
|
SU1172678A1 |
| ШЛИФОВАЛЬНЫЙ СТАНОК | 1991 |
|
RU2079399C1 |
| Способ шлифования спинок спиральных сверл | 1989 |
|
SU1692818A1 |
| Способ ориентации винтовых стружечных канавок сверл | 1982 |
|
SU1115887A1 |
| Устройство для обработки сверл | 1986 |
|
SU1351752A1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ВЫПОЛНЕНИЯ ПРОФИЛЯ КРАЕВ ВХОДНОГО ВАЛА ПОВОРОТНОГО ЗОЛОТНИКА | 1993 |
|
RU2110390C1 |
| СВЕРЛО ДЛЯ ВЫРЕЗАНИЯ ОТВЕРСТИЯ С ПЛОСКИМ ОСНОВАНИЕМ | 2007 |
|
RU2455127C2 |