Существующие машины для контактной приварки стержней не обеспечивают качественной приварки коротких шпилек, называемых шипами.
Предлагаемый автомат отличается конструкцией сварочной головки, которая содержит магазинно-загрузочное устройство, установленное в месте крепления к электроду первой губки, зажимающей привариваемый шип. К магазинпо-загрузочному устройству ирикреплена вторая зажимная губка.
Такое отличие обеспечивает качественную автоматическую приварку коротких шипов с производительностью 2000 ишпов в 1 час.
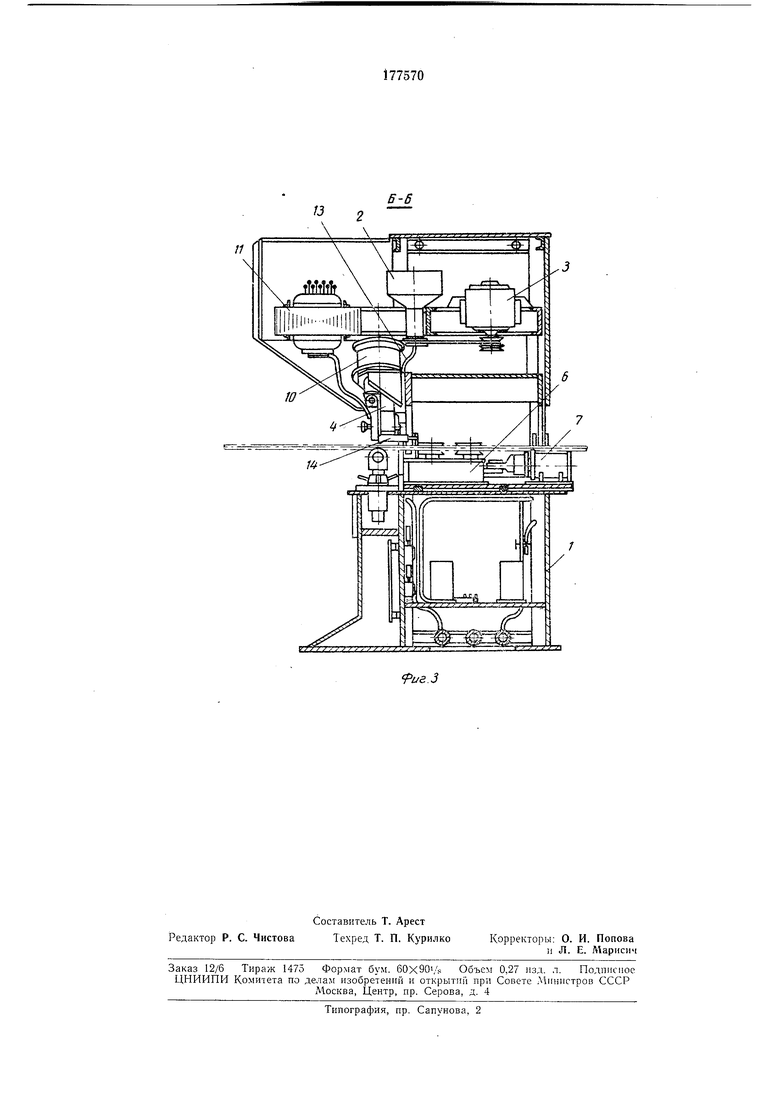
На фиг. 1 изображен предлагаемый автомат, общий вид; на фиг. 2 - то же, разрез А-А на фиг. 1; на фиг. 3 - разрез Б-Б на фиг. 1.
На станине / крепятся бункер-питатель 2, электродвигатель 3, вращающий ориентирующее кольцо в бункере-нитателе, сварочные головки 4 и 5 и шаговый толкатель 6 с пневмоприводом шаговой подачи трубы 7, прижимным устройством трубы 8 и роликами 9. В верхней части сварочных головок установлены пневмоприводы 10 сварочного давления, обеспечивающие плотное прижатие шииов к трубам.
Шаговый толкатель 6, перемещающий трубу на заданный шаг, снабжен устройством, обеспечиваюшнм плавное его регулирование. Бункер-питатель 2 обеспечивает ориентацию и беспрерывную подачу шипов по шипопроводу 13 в магазинно-загрузочное устройство 14, на котором крепится зажимная губка 15, зажимающая шип вместе с губкой 16, прикрепленной к электроду 17 этого устройства.
Процесс приварки шипов происходит следующим образом.
После создания плотного контакта шипов с трубой автоматически включается сварочный ток и происходит приварка шипа иод давлением. После нроковки без сварочиого тока электроды отходят в верхнее исходное положение, а шипуемая труба перемещается на однн шаг. Затем электроды опускаются, рычаг 18 с помощью толкателя /9 подает очередной шин к зажимной губке электрода, шип прижимается к трубе, и цикл автоматически повторяется.
При необходимости на автомате возмол ио шипование одииочными циклами.
Предмет изобретения
Автомат для контактной приварки шипов к трубам или листам, содержащий станину, сварочный трансформатор, пневмопривод шаговой подачи трубы или листа, пневмопривод сварочного давления, электроблокировку всех
агрегатов, отличающийся тем, что, с целью повышения производительр ости приварки коротких шипов и повышения качества приварки, в нем в месте крепления к электроду первой
зажимной губки уетаиовлеио магазиипо-загрузочное устройство, к которому прикреплена вторая зажимная губка.
| название | год | авторы | номер документа |
|---|---|---|---|
| Автомат для контактной приварки шипов | 1979 |
|
SU856713A1 |
| Автомат для контактной приварки шипов | 1970 |
|
SU334767A1 |
| Сварочный узел автомата для контактной приварки шипов | 1983 |
|
SU1212737A1 |
| УСТАНОВКА ДЛЯ СВАРКИ ТЕПЛООБМЕННИКОВ С ЛЕПЕСТКОВЫМИ ПОВЕРХНОСТЯМИ НАГРЕВА | 1994 |
|
RU2041040C1 |
| Устройство для сборки и рельефной сварки тела вращения с шипами | 1985 |
|
SU1294550A1 |
| Устройство для приварки шипов | 1978 |
|
SU701748A2 |
| КОНТАКТНОЙ ТОЧЕЧНОЙ СВАРКИ СЕТОК | 1967 |
|
SU193641A1 |
| Станок для сборки комбинированного шипа противоскольжения | 2023 |
|
RU2821136C1 |
| АВТОМАТ ДЛЯ СБОРКИ ВЕНТИЛЕЙ ТРУБОПРОВОДОВ | 1972 |
|
SU338346A1 |
| АВТОМАТИЗИРОВАННАЯ ЛИНИЯ СБОРКИ ТВЭЛ ДЛЯ ЭНЕРГЕТИЧЕСКИХ ЯДЕРНЫХ РЕАКТОРОВ ТИПА БН | 1994 |
|
RU2094866C1 |

fue 1
