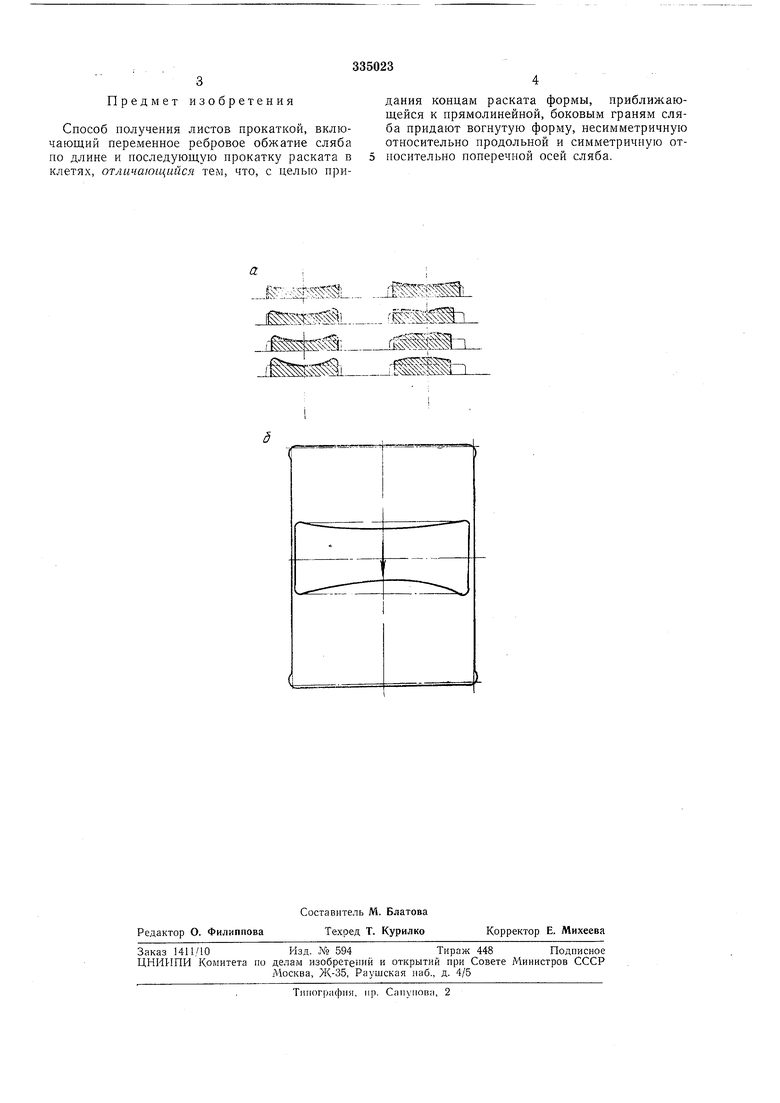
Известен способ прокатки толстых листов, заключающийся в обжатии боковых кромок сляба вертикальными валками, которым в процессе прокатки сообщают поперечное перемещение. В процессе обжатия боковых кромок вертикальными валками деформация не проникает на всю ширину сляба, а больщая часть уширения сосредоточивается у поверхности контакта. При дальнейшей нрокатке сляба происходит «возвращение металла, снижающее эффективность бокового обжатия. Форма сляба, получаемая нри обжатии вертикальными валками, симметрична относительно продольной и поперечной осей. В процессе прокатки сляба в горизонтальных валках происходит преимущественное смещение объема металла в сторону конца раската. В результате задний конец его по сравнению с передним всегда имеет большую выпуклость. Кроме этого, поскольку деформация проникает не на всю ширину сляба, то удаление окалины с поверхностей сляба оказывается неполным, что вызывает необходимость в дополнительных операциях. Нагретый сляб перед прокаткой в черновой клети обжимают по боковым граням в прессе, бойки которого выполнены выпуклой формы и имеют различную кривизну. Вследствие того, что поверхности контакта занимают всю площадь боковых граней, ущирения в понеречных сечениях оказываются распределенными более равномерно, деформация захватывает ширину сляба, а максимум уширения оказывается в сечениях, расиоложенных между новерхностью контакта и продольной осью сляба. Такой характер деформации сляба между неподвижными сжимающими поверхностями приводит не к уменьшению вогнутости при последующей прокатке, а к ее увеличению за счет того, что возврат у торцов сляба больше, чем посредине. На чертеже изображена предлагаемая форма сляба. Несимметричная относительно продольной оси форма сляба позволяет компенсировать преимущественное течение металла при прокатке к копцу раската, а следовательно, получить более правильную, более приближающуюся к прямолинейной, форму прокатанного листа. Уменьщенне «возврата металла при прокатке сляба уменьщает величину обжатни его боковых граней и обеспечивает геньшую энергоемкость процесса.
Предмет изобретения
Способ получения листов прокаткой, включающий переменное ребровое обжатие сляба по длине и последующую прокатку раската в клетях, отличающийся тем, что, с целью придания концам раската формы, приближающейся к прямолинейной, боковым граням сляба придают вогнутую форму, несимметричную относительно продольной и симметричную относительно поперечной осей сляба.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ прокатки листов | 1985 |
|
SU1328010A1 |
| Способ получения листов прокаткой | 1974 |
|
SU505448A1 |
| Способ прокатки слябов из слитков | 1990 |
|
SU1731303A1 |
| Слиток | 1979 |
|
SU863150A1 |
| ВЕРТИКАЛЬНЫЙ ВАЛОК | 1988 |
|
SU1603595A1 |
| Способ прокатки толстых листов | 1989 |
|
SU1696016A1 |
| Литой сляб | 1986 |
|
SU1405911A1 |
| Способ прокатки толстых листов | 1982 |
|
SU1091950A1 |
| СПОСОБ ПРОКАТКИ ТОЛСТЫХ ЛИСТОВ НА РЕВЕРСИВНОМ СТАНЕ | 2012 |
|
RU2490080C1 |
| СЛИТОК | 1999 |
|
RU2177381C2 |
Ы§;ajS:XX
