Изобретение относится к устройствам Для обрезки пустотелых деталей со смазкой тру1цихся пар этих устройств.
Известны штампы для обрезки пустотелых деталей, у которых при обрезке матрипа совершает движение в плоскости обрезки, взаимодействуя своими профилированными выступами с кулачками, установленными на пижней плите штампа.
В известном штампе взаимодействуюш,ие рабочие поверхности матрицы и копиров быстро изнашиваются.
В предложенном Штампе указанный недостаток устранен за счет того, что в зону контакта копира с матрицей подают смазку. Для этого на нижней плите предложенного штампа установлен насос, подающий смазку из полости, выполненной в нижней плите и заполненной смазкой, через систему трубопроводов в зону контакта копира с матрицей цри рабочем ходе штампа под действием подпружиненного штока, установленного на верхней илите.
Кроме того, в предложенном штампе трение скольжения в зоне контакта копира с матрицей заменено трением качения за счет того, что матрица снабжена роликами, взаимодействующ,ими с копирами.
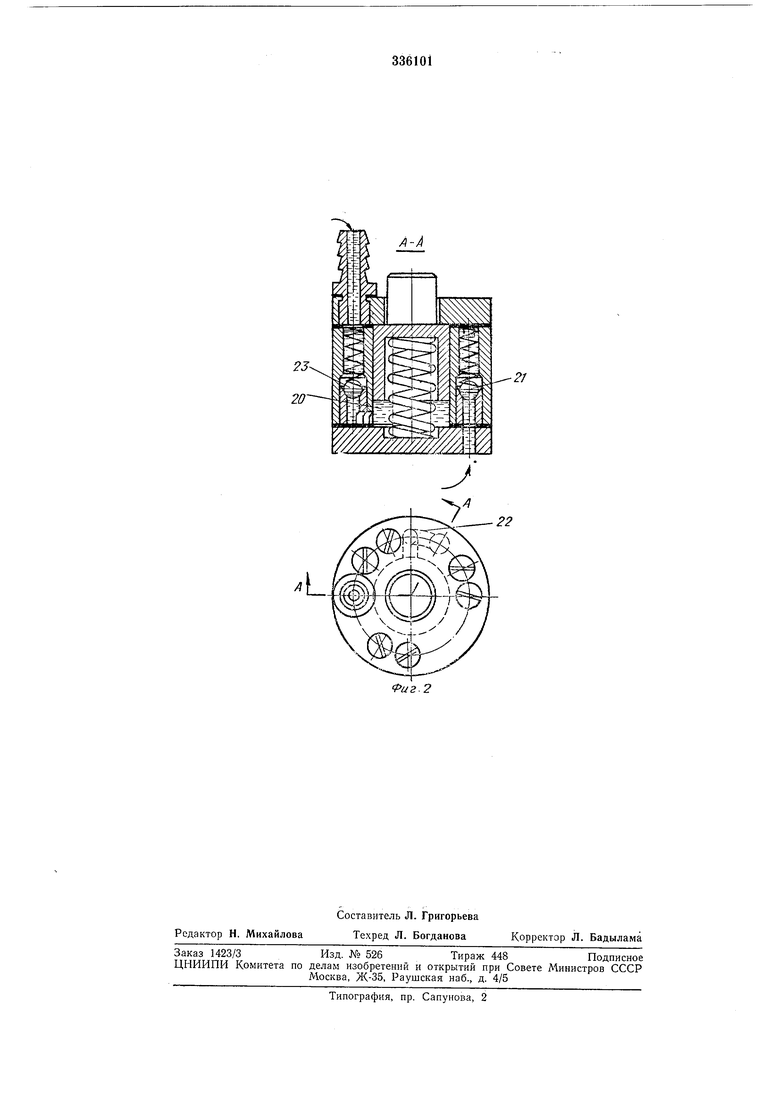
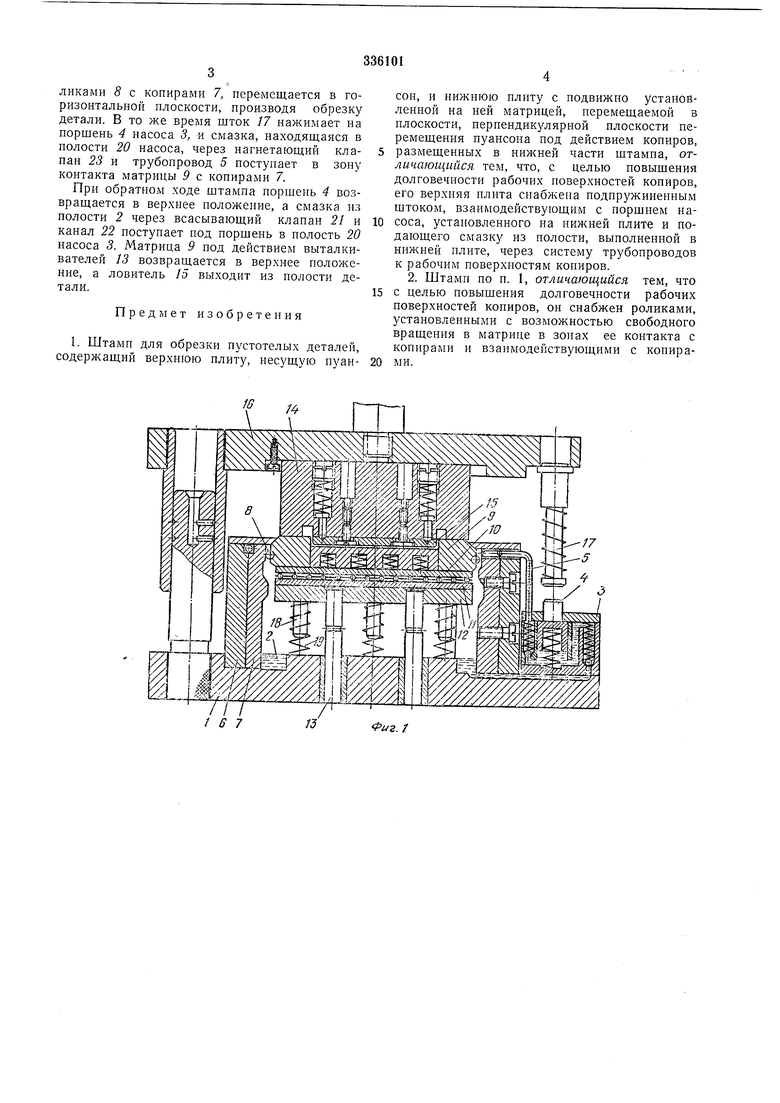
На нижней плите / штампа с полостью 1, заполненной смазкой, установлен насос 5 с поршнем 4. Насос соединен с трубопроводами 5, расположенными в обойме 6, установленной
на нижней плите / штампа. К обойме крепятся копиры 7, взаимодействующие с роликами 8, установленными с возможностью вращения вокруг своей оси в матрице 9. Матрица установлена на опоре, верхняя часть 10 опоры
может смещаться относительно нижней ее части II, смонтированной на плнте /2, которая в свою очередь выталкивателями /5 связана с буфером пресса (на чертежах не показан). Матрица 9 взаимодействует при обрезке с
пуаисоном 14, снабженным ловителем /5,
установленным на верхней плите 16 штампа.
На плите 16 закреплен подпружиненный шток
П, взаимодействующий с поршнем 4 насоса 5.
Для удержания матрицы 9 в верхнем положении вне пресса предусмотрены колонки 18 с прзжинами 19. Полость 20 насоса 3 через всасывающий клапан 21 и канал 22 соединена с полостью 2 плиты / штампа, а через нагпетающий клапан 23 - с трубопроводами 5.
Работает штамп следующим образом.
При опускании плиты 16 штампа ловитель 15 пуансона 14 входит в полость детали. При дальнейшем опускании пуансон 14 давит на верхнюю плоскость матрицы 9, которая такликами 8 с копирами 7, перемещается в горизонтальной плоскости, производя обрезку детали. В то же время шток 17 нажимает на норшень 4 насоса 3, и смазка, находящаяся в полости 20 насоса, через нагнетающий клапан 23 и трубонровод 5 поступает в зону контакта матрицы 9 с копирами 7.
При обратном ходе штампа поршень 4 возвращается в верхнее ноложенне, а смазка и; полости 2 через всасывающий клапан 21 и канал 22 поступает под поршень в полость 20 насоса 3. Матрица 9 под действием выталкивателей 13 возвращается в верхнее положение, а ловитель 15 выходит нз полости детали.
Предмет изобретения
1. Штамп для обрезкн пустотелых деталей, содерл ащий верхнюю плиту, несущую пуансон, и нижнюю плиту с подвижно устанобленной на ней матрицей, перемещаемой в плоскости, перпендикулярной плоскости перемещения пуансона под действием копиров,
размещенных в нижней части щтамна, отличающийся тем, что, с целью повышения долговечности рабочих поверхностей копиров, его верхияя плита снабжена подпружиненным штоком, взаимодействующим с порщнем наcoca, установленного на нижней плите и подающего смазку из полости, выполненной в ннжней плите, через систему трубопроводов к рабочнм поверхностям копиров. 2. Штамп по п. 1, отличающийся тем, что
с целью повышения долговечности рабочих поверхностей копиров, он снабжен роликами, установленными с возможностью свободного вращения в матрице в зонах ее контакта с копирами и взаимодействующими с копирами.
Риг.7
-L
/1
| название | год | авторы | номер документа |
|---|---|---|---|
| Штамп для вытяжки и обрезки | 1982 |
|
SU1015973A1 |
| Штамп для вытяжки полых деталей с переменной толщиной стенки по высоте | 2019 |
|
RU2705829C1 |
| Штамп для кустовой обрубки облоя и пробивки отверстий | 1979 |
|
SU869961A1 |
| Штамп для обрезки кромок пустотелых деталей | 1986 |
|
SU1368069A1 |
| ШТАМП ДЛЯ ИЗГОТОВЛЕНИЯ КОЛЕНЧАТЫХ ВАЛОВ | 1971 |
|
SU295598A1 |
| Пресс-форма для штамповки из жидкого металла | 1978 |
|
SU789232A1 |
| Штамп для получения заготовок изделий с осевой полостью | 1988 |
|
SU1703237A1 |
| ШТАМП-АВТОМАТ | 2003 |
|
RU2261153C2 |
| Устройство для загрузки и удаления деталей | 1982 |
|
SU1015995A1 |
| Совмещенный штамп | 1980 |
|
SU958029A1 |