.. - I
Изобретение относится к автоматическим линиям изготовления решетчатых конструкций и может найти применение в различных отраслях машиностроения, в частности в энергомашиностроении для изготовления решетчатых настилов, помостов, ступеней, используемых в металлоконструкциях котлоагрегатов.
Известна автоматическая линия для сварки плоских арматурных сеток, содержащая бухтодержатели, механизмы правки и резки сГтержней, многоэлектродную сварочную машину, механизм подачи стержней под электроды, .буикер-накопитёль, механизм продольной и поперечной .резки сетки и паке гнррВ1цикС47.
j Недостатками этой автоматической линии являются низкая производительность и качество сборки решетчатого полотна из-за того, что поперечный стержень остается до момента сварки не зафиксированным,
С целью повышения производительности и обеспечения точности сборки линия снабжена устройством предварительной сборки элементов, расположенным перед сварочной машиной и выполненным в виде двух замкнутых .
конвейеров со спутниками, оснащенными ложементами, расположенными в горизонтальной плоскости пО обе стороны от продольных элементов.
На фиг. 1 изображена предлагае- . мая линия, обший вид; на фиг. 2 то же, вид в плане; на фиг. 3 - устройство для предварительной сборки, общий вид; на фиг. 4 - то же устройство,вид в плане; на фиг. 5 - разрез Аг-А на фиг. 3.
. Автоматическая линия для изготовления решетчатого пол.отна. состоит из бухтодержателей 1 подачи продольных
элементов 2, механизма 3 правки и ориентации продольных элементов, формовочного устройства 4, подающего устройства 5, бункера-накопителя б, поперечных элементов 7, устройства
8 для предварительной сборки элементов 2 и 7, многоэлектродной сварочной машины 9, механизма 10 мерной резки решетчатого полотна, 1Г и пакетировщика 12.
Устройство 8 предназначено для предварительной сборки и точного ориентирования элементов 2 и 7 один относительно другого и электродов сварочной машины и состоит из ра-,
мы 13, на которой укреплены основание 14 и корпус 15, в котором выпол нены . параллельные полосы 16, соединённые между собой попарно передающ ми j aHanaMH 17. В полостях 16 подви Ш31 ffПOДШffi i ;SпУт ,никoБ 18, а каждый спутник снабжен ложементом 19 и упором 20, взаимоде ствующим с кулачком 21, подвижно смонтированным в направляющей 22 и .йр1 вод:имой;в д ёйсгШё fiiT0Kb(ii;ifirifttiA ра 23. Перемещение блоков-спутнико| 18 вдоль линии осуществляется цилиндром 24. ,. : , Описанная, автоматическая, линия -;работает, следующим образом. . ,Из бухтодержателей 1 продольные элементы 2 через механизм 3 правки й орйёнтации и формовочное устрой.ство 4 устанавливаются и фиксируютс в подающем устройстве 5. Из бункера-накопителя б, paicno;доженного над устройством 8 для пред варительной сборки, поперёчныё й йёменты 7 поштучно устанавливаются в ложементы 19 спутником 18 до койтакта с продольными элементами 2. Включением цилиндров 24 блокиспутники 18 перемещаются на заданный шаг вдоль оси линии и подают предварительно собранные и сориентированные элементы 2 и 7 под электрод сварочной машины 9. При этом посйё каждогб перемещения блоков-спутников 18. на: шаг крайние спутники18 :включёниём цилиндра 23 перемёща ются из одной полости 16 в другую. Процес Пёрейёшенй спутников. 18 вдоль ойи подачи и из: прлости в полость осуществляется непреразно.в заданном рит
Ал
- 18
15
15 ме,обеспечивая требуемую производительность. Синхронно с перемещением блоков-спутников 18 с поперечными элементами 7 подающим устройством 5 пёрёйегцаютСяпвДэлектроды сварочной машины продольные элементы 2. после выхода из сварочной машины 9 решетчатое полотно 11 подается в механизм 10 мерной резки полотна к отрезанные решетчатые конструкции пак.етировщиком 12 складируются. Формула ,изобретения Автоматическая линия для изготовления решетчатого йолотна, содержащая бухтбдержатели, механизмы правки ио эиентации продольных элементов, бункер-найопитель -поперечных элемент toв,I 1HoгoэЛёкtpiOДнyю сварочную ма1Ш.ну, механизм мерной резки решетчатого полотна и пакетировщик, о тл и ч а ю щ а я с я тем, что, с цёЛЬй..првШ1еНйя производительности и обеспечения точности сборки, линия снабжена устройством предварительной сборки элементов, расположенным пе.ред сварочной машиной и выполненным в виде двух замкнутых шаговых конвейеров с6 спутниками, оснащёнными л&же;ментами, расположенными-в горизонтальной плоскости по обе стороны от. продольнйх элементов. . Источники информации, принятые во внимание при экспертизе 1. Авторское свидетельство СССР №337208, кл. В 23 Q 41/08, 1972.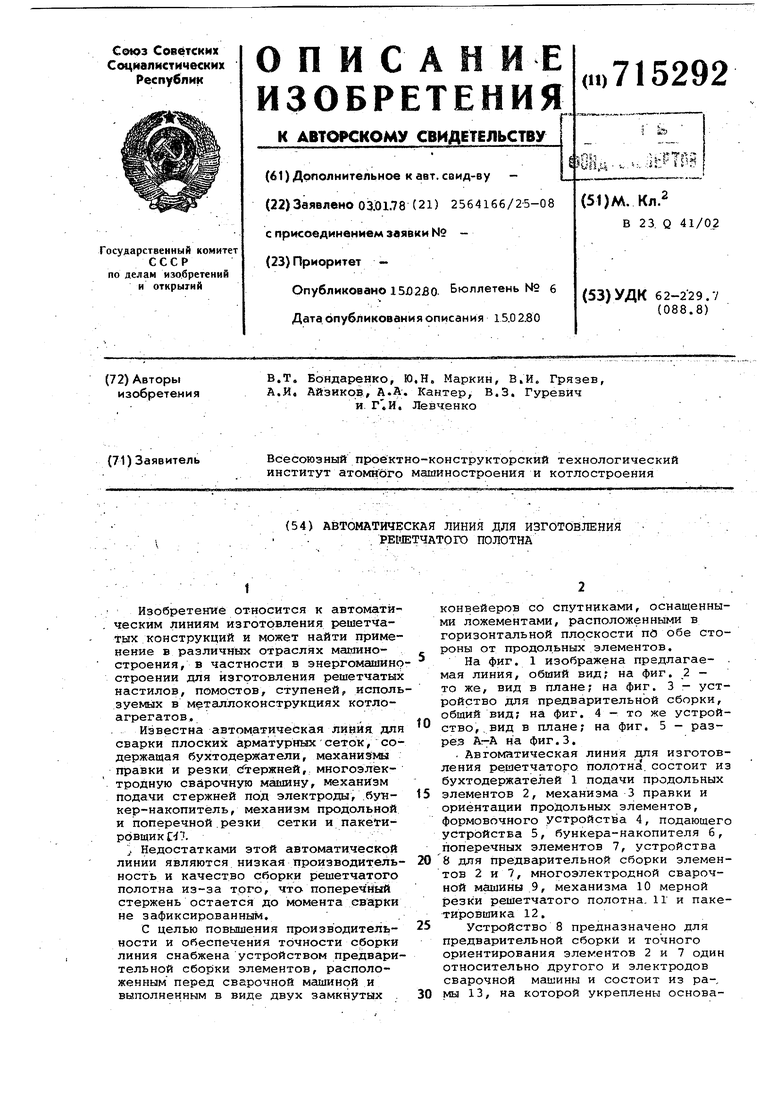

| название | год | авторы | номер документа |
|---|---|---|---|
| АВТОМАТИЧЕСКАЯ ЛИНИЯ для СВАРКИ ПЛ АРМАТУРНЫХ СЕТОК | 1972 |
|
SU337208A1 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ РЕШЕТЧАТЫХ КОНСТРУКЦИЙ | 2004 |
|
RU2271915C2 |
| УСТРОЙСТВО ДЛЯ НЕПРЕРЫВНОГО ИЗГОТОВЛЕНИЯ ПЛОСКИХ СЕТОК | 2003 |
|
RU2251475C1 |
| АВТОМАТИЧЕСКАЯ ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ СЕТОК | 2004 |
|
RU2270082C1 |
| Линия контактной точечной сварки пространственных арматурных каркасов | 1974 |
|
SU523772A1 |
| АВТОМАТИЧЕСКАЯ ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ АРМАТУРНЫХ СЕТОК | 2000 |
|
RU2170164C1 |
| Линия поперечной резки арматурной стали | 1980 |
|
SU903047A1 |
| МНОГОТОЧЕЧНАЯ КОНТАКТНАЯ СВАРКА АРМАТУРНЫХ СЕТОК | 2000 |
|
RU2170163C1 |
| Автоматическая линия для сварки арматурных изделий | 1976 |
|
SU748974A1 |
| Автоматическая линия для изготовления изделий типа ободов мотоциклетных колес | 1977 |
|
SU742014A1 |
Фиг.1(
2tf
20
.15
/4
Шг.-.-.-г.
