Пресс-ф,ор,ма для изготовления гнутоклееных изделий из шпона .может быть нслользована в деревообрабатывающей и мебельной промышлеиности.
Известны пресс-:формы, включающие пуансо«, матрицу и эластичные пневмокамеры.
Известеые устройства ее обеспечи1Вают,В|03можности подачи необходимого для .качественного склеивания материала давления воздуха.
Целью изобретения является повыше.ние качества склеи.вания материала.
Достигается это тем, что эластичные пневмокамеры расположены в два яруса и воздействуют на склеиваемый материал через прижимные плаики, причем в местах соирикооновеиия с криволинейными. уча:СТ1ками планки имеют ме.ньшую ширину.
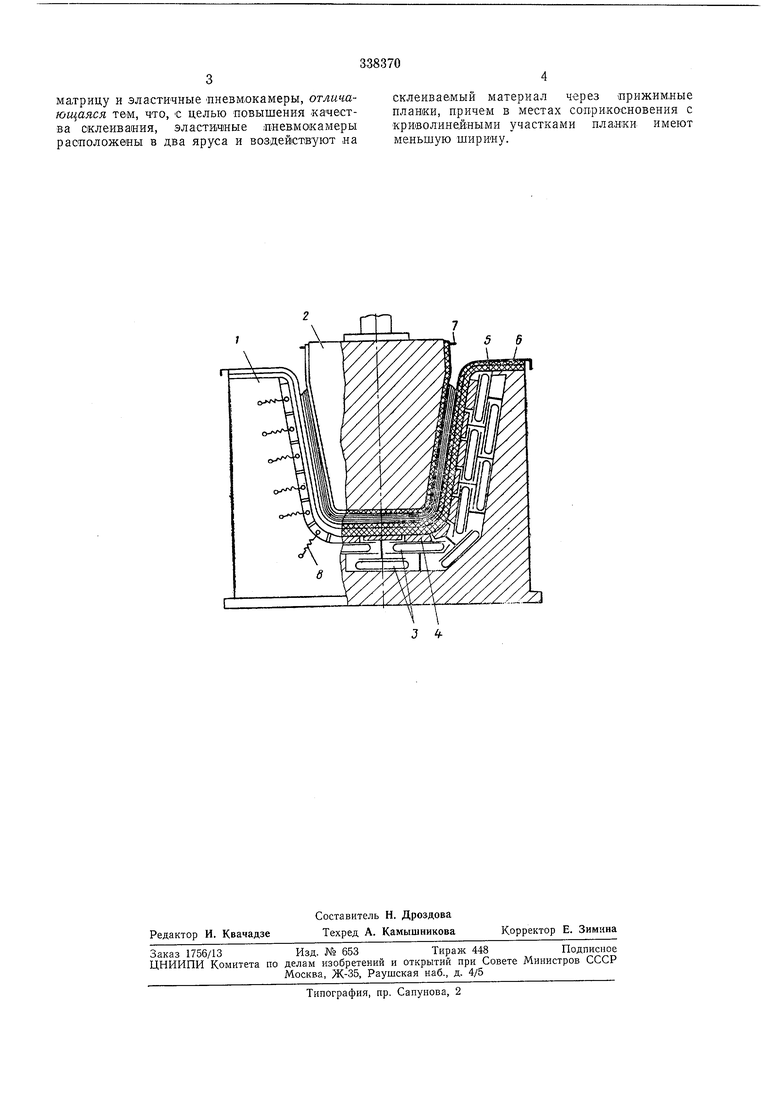
На чертеже изображена предложенная нресс-форма, общий вид.
Пресс-форма для И31гото1вления пнутоклееных издедий состоит из матрицы /, пуансона 2 секций 3 эластичной пневмокамеры, прижимных планок 4, эластичной прокладки 5, тер.моизоля1ЦИ01нной прокладки 6, листовых электронагревателей 7 и пружин 5.
Пакет намазанного клеем шпона укладывается на .матрицу 7 и предварительно изгибается пуансоном 2. Затем в седции эластичной камеры 3 |по.дается сжатый воздух под
одинаковым давлением. Через прижимные планки 4, эластичную прокладку 5, термоизоляционную прокла.дку 6 и листовые электронагреватели 7 давление передается на изделие.
Благодаря двухъярусному расположению секций лнев-мокамеры -суммарная площадь их ра|бочих поверхностей больше площади изделия, а следовательно, увеличивается и общее давление на поверхность пакета.
Так как ширина прижимных планок, а следовательно, и их площадь на криволинейных участках изделия меньше че.м на прямолинейных, местное давление на криволинейные участки увеличивается, что повышает качество склеивания на этих участках. По окончании технологической выдерж1ки давление с секций снимается, прижимные планки 4 под воздействие1М пружин 8 возвращаются в исходное положение, .пуансон 2 поднимается, а
готовое изделие выгружается из пресс-форм.
Предмет изобретения
матрицу и эластичные лневм,окамеры, отличающаяся тем, что, € целью повышения качества оклеивания, эластИ|Ч1Ные иневм ока меры расположены в два яруса и воздействуют на
склеиваемый материал через прижимные планки, иричем в местах соприкосновения с криволинейными участками плаики имеют меньшую ширину.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ГНУТОКЛЕЕНЫХ ИЗДЕЛИЙ | 1968 |
|
SU209697A1 |
| Пресс форма для изготовления изделий п-образного профиля | 1975 |
|
SU522054A2 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ КРУПНОГАБАРИТНЫХ РЕБРИСТЫХ ПАНЕЛЕЙ | 2012 |
|
RU2523158C2 |
| Гибочный штамп | 1984 |
|
SU1183259A1 |
| Штамп для гибки профилированных заготовок | 1986 |
|
SU1388143A1 |
| СПОСОБ ФОРМОВАНИЯ МНОГОСЛОЙНЫХ ДЛИННОМЕРНЫХ ИЗДЕЛИЙ СЛОЖНОЙ КОНФИГУРАЦИИ ИЗ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2014 |
|
RU2577577C1 |
| ШТАМП ДЛЯ ГИБКИ ПРОФИЛЕЙ | 1973 |
|
SU367931A1 |
| Штамп для изготовления изделий с надрезанной и отогнутой лапкой | 1985 |
|
SU1281324A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ШТАМПОВАННОЙ БУМАЖНОЙ ДЕТАЛИ И УСТРОЙСТВО ДЛЯ ЕЕ ИЗГОТОВЛЕНИЯ | 2013 |
|
RU2576581C1 |
| КОСТЫЛЬ МЕДИЦИНСКИЙ, УСТРОЙСТВО И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2002 |
|
RU2222308C2 |