1
Изобретение относится к области обработки металлов давлением, В частности к оборудованию для гибки профилей.
Известен штамп для гибки профилей, содержащий туансон, матркцу, установленную на основании, и подвижную прижимную планку.
Недостатком этого штампа является сложность, недостаточная жесткость прижима и необходимость ручного регулирования обжимного усилия после каждого хода пресса.
Для упрощения конструкции и сокращения составляющих узлов штампа прижимная плевка выполнена составной по длине, установлена с возможностью горизонтального и вертикального перемещения отод действием пуансона, поверхности планжи и опоры, взаимодействующие между собой, выполнены наклонными и на них предусмотрены соответственно ребра и пазы, ширина которых больше ширины ребер. При этом на основании под планкой расположена прокладка из эластичного материала, а на планке со стороны обращенной к пуансону, закреплена сменная вставка, форма которой соответствует форме полки изгибаемого профиля. Угол Между наклонной и вертикальной стенкой прижимной планки составляет преимущественно 15°.
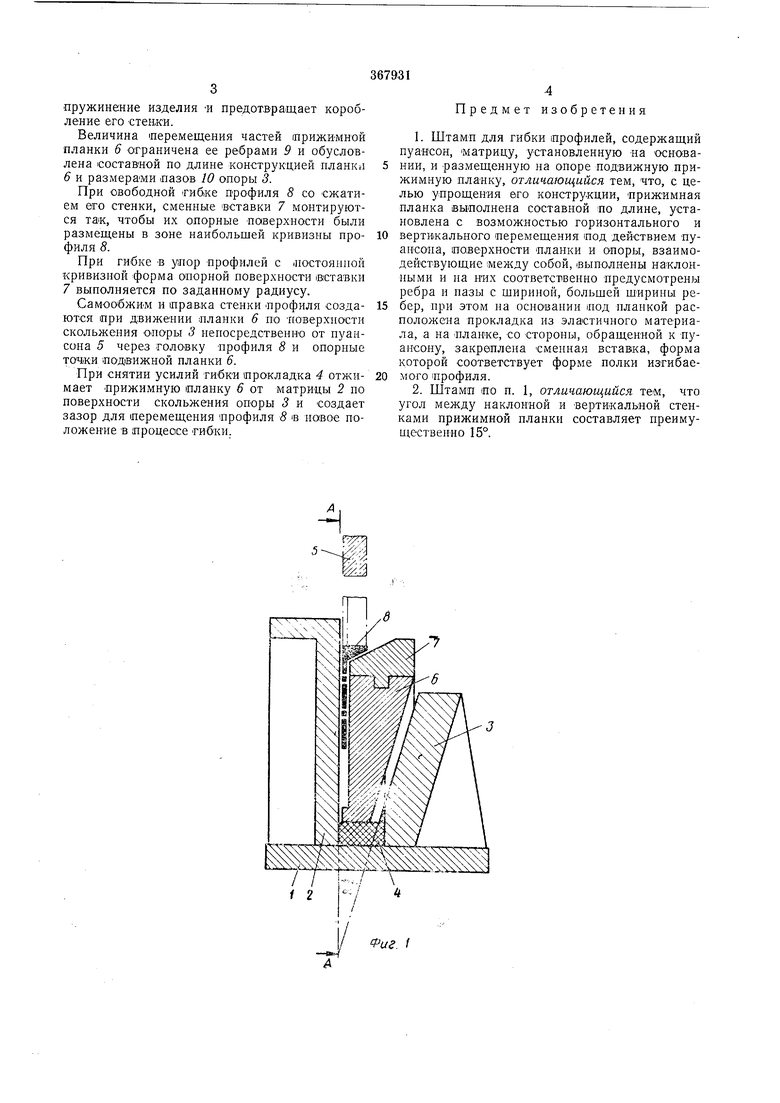
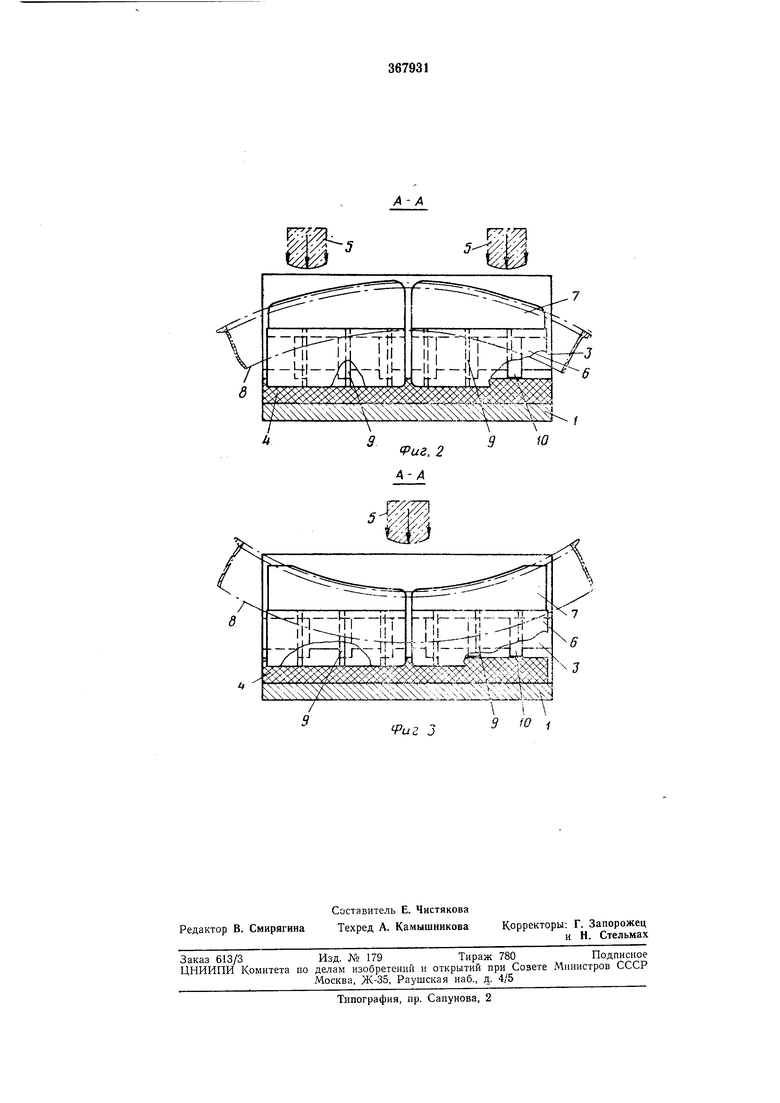
Па фиг. 1 показан предлагаемый штамп в рабочем полол ении; па фиг. 2 - разрез по
А-А при гибке со сжатием стенки профиля; на фиг. 3 - разрез по А-А с растяжением стенки профиля.
Па основании 1 расположены неподвижная
матрица 2, опора 3 и прокладка 4 из эластичного материала. В сквозном пазу между матрицей 2 и опорой 3 размещена подвижная под действием пуансона 5 прижимная планка 6 с закрепленной на ней сменной вставкой 7, 1выполненной по форме полки профиля 8. Прижимная планка имеет ребра 9, свободно расположенные в пазах W опоры 3. Устройство работает следующим обра-зом. Под давлением пуансона 5 обрабатываемый
профиль S охватывается подвижной прижимной планкой 6 и матрицей 2 по площади его стенки только в зоне опорных точек при свободном размещени его стеики на остальных участках н по всей длине ее кромок. Когда
растет кривизна изгибаемого профиля 8, вследствие перемещения частей подвижной прижимной планки 6 в пазах 10 опоры 3, возрастает площадь охвата стенки профиля 8 ог опорной поверхности -вставки 7 в сторону приложения изгибающих усилий. При этом обжим стенки только в зоне опорной поверхности вставки 7 со свободным размещением его остальных участков способствует развитию растяжения как в стенке, и в головке обрабатываемого профиля, что снижает общее
пружинение изделия И предотвращает коробление его Стенки.
Величина перемещения частей шрижимной планки 6 ограничена ее ребрами 9 и обусловлена составной по длине конструкцией планки
6и размерами пазов 10 опоры 3.
При свободной 1гиб|ке профиля 8 со сжатием его стенки, сменные вставки 7 монтируются TaiK, чтобы их опорные поверхности были размещены в зоне наибольшей кривизны профиля 8.
При гибке В упор профилей с аюстоянпой кривизной форма опорной поверхности 1В1Ставки
7выполняется по заданному радиусу. Самообжим и правка стенки профиля создаются при движении планки 6 по поверхности скольжения опоры 3 неносредственно от пуансона 5 через головку профиля 8 и опорные тоЧ|Ки подвижной планки 6.
При снятии усилий гибки прокладка 4 отжимает прижимную олапку 6 от матрицы 2 по поверхности скольжения опоры 3 и создает зазор для перемещения профиля 8 щ новое ноложение -в процессе гибки.
Предмет изобретения
1.Штамп для гибки профилей, содержащий пуансон, матрицу, установленную на основаНИИ, и -размещенную на опоре подвижную прижимную планку, отличающийся тем, что, с целью упрощения его конструкции, прижимная планка выполнена составной по длине, установлена с возможностью горизонтального и
вертикального перемещения под действием пуансона, поверхности планки и опоры, взаимодействующие между собой, .выполнены наклонными и на них соответственно предусмотрены ребра и пазы с щириной, большей ширины ребер, при этом на основании под планкой расположена прокладка из эластичного материала, а на планке, со стороны, обращенной к пуансону, закреплена сменная вставка, форма которой соответствует форме полки изгибаемого профиля.
2.Штамп по п. 1, отличающийся т:&ы, что угол между наклонной и -вертикальной стенками прижимной планки составляет преимуHiecTBeiiHO 15°.
| название | год | авторы | номер документа |
|---|---|---|---|
| Штамп для гибки симметричного профильного проката | 1987 |
|
SU1503930A1 |
| Способ и устройство для гибки тонколистового металла | 2017 |
|
RU2638465C1 |
| Штамп для гибки несимметричных профилей | 1987 |
|
SU1456264A2 |
| Штамп для гибки профильных заготовок | 1988 |
|
SU1574315A1 |
| Штамп для гибки профилей | 1977 |
|
SU740342A1 |
| Устройство для гибки профилей | 1991 |
|
SU1784341A1 |
| Штамп для гибки скоб и калибровки их угловых частей | 1990 |
|
SU1750791A1 |
| Головка к профилегибочному станку | 1982 |
|
SU1050775A1 |
| Штамп для изготовления отводов из листовых заготовок | 1981 |
|
SU958003A1 |
| СПОСОБ ПОЛУЧЕНИЯ ЗАГОТОВОК ИЗ ПРОФИЛЬНЫХ ТРУБ И УСТРОЙСТВО ДЛЯ ЕГО РЕАЛИЗАЦИИ | 2013 |
|
RU2565317C2 |
иг. t
} ГТГТГТ
ЛГ
Риг J
