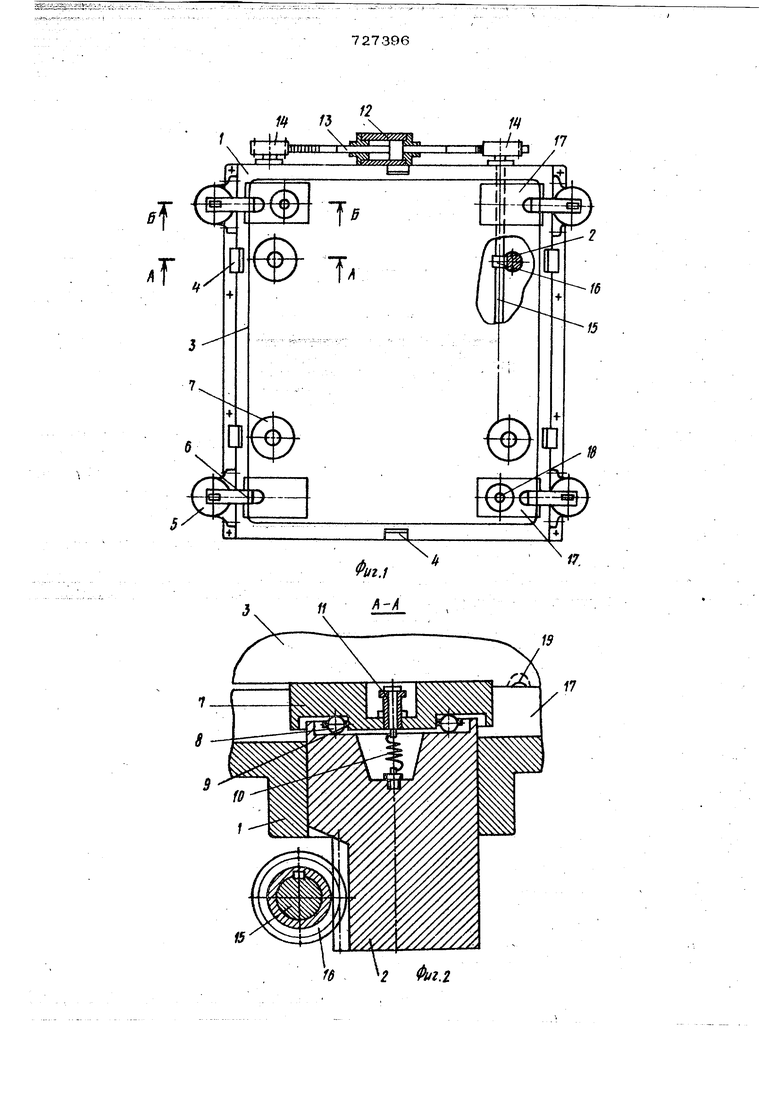
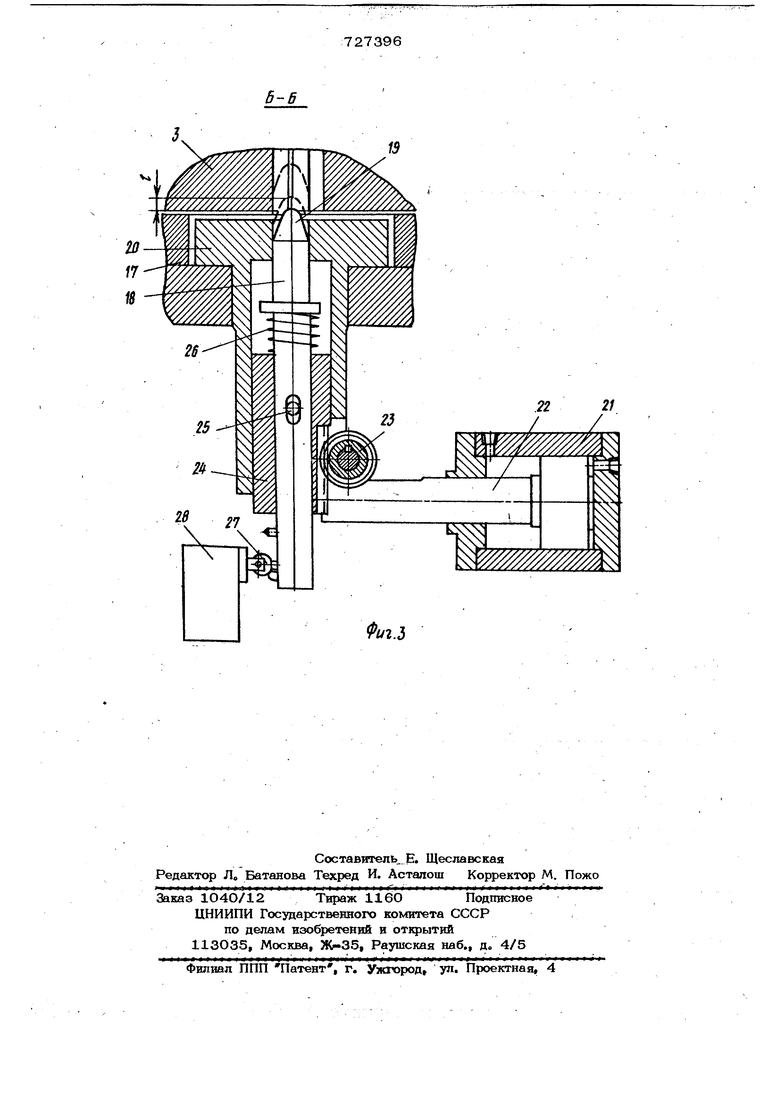
Изобретение относится к области станкостроения. Известно приспособление для ориентации и зажима кортусных деталей, в корпус с горизонтальной базовой поверхностью которого размещены зажимы с приводом от гидроцилиндров, подъемник детали, выполненный в виде нескольких штырейопор, установленных в корпусе с возможностью вертикального перемещения, выдвижные фиксаторы| ловихели для направления детали пки ее установке на подъем ник и устройство для предварительной ориентации детали. Недостатком этого устройства являетс то, что трудно совместить отверстия кор пусной детали с выдвижными фиксаторами, так как детали имеют большой вес, т.е. ограничень технологические возможности устройства. Целью изобретения является расширение технологических возможностей. Цель достигается тем, что в предлагаемом приспособлении устройство для предварительной ориентации детали смонтировано непосредственно на подъемнике и выполнено в виде 1 стаканоВ, установленных на щтырях-опорах с возможностью перемещения в плоскости, параллельной базовой поверхности приспособления и связанных с соответствующими штырями- опорами посредством упругих элементов. Каждый фиксатор снабжен приводом, выполненным виде гидроцилиндра, при этом штоковые полости гидроцилиндров подключены к системе гидропривода параллельно, а поршневые - независимо друг от друга. Приспособление снабжено промежуточными втулками, в которых подвижно установлены подпружиненные фиксаторы, CBS занными со штоками соответствующих гидроиилиндров. На фиг. 1 изображено описываемое приспособление, общий вид; на фиг. 2 разрез A-A на фиг. 1; на фиг. 3 .рез Б-Б на фиг. 1. Приспособление состоит из корпуса 1| в котором установлены с возможностью вертикального перемещения штыри-опоры 2 подъемника обрабатываемой детали 3, На корпусе закреплены ловите ти для на.правления обрабатываемой детали При установке ее на подъемник, выполненные виде кронштейнов 4 со скосами, а также гвдроцштиндры 5, штоки которых связаны с зажимными рычагами 6. На подъемнике смонтировано устройство для предварительной ориентации оЕм. рабатываемой детали 3, выполненное в виде установленных на штырях-опорах 2 стаканов 7, взаимодействующих с верхни ми торцами указанных штырей через тела качения 8, заключенные в сепаратор 9. Каждый стакан 7 связан с соответствую юшим штырем-опорой 2 при помощи пружины 10 и имеет возможность перемещения в горизонтальной плоскости в любом направлении от среднего положени Пружина 1О, регулируемая втулкой 11, обеспечивает возврат стакана 7 в среднее положение после снятия детали с подъемника. Вертикальное перемещение штырейопор 2 осуществляется при помощи гид- роцилиндра 12 с двухсторонним штокомрейкой 13 посредством/ Шестерен 14, валов 15, шестерен 16,- Обрабатываемая деталь 3 устанавливается в приспособлении по плоскости на базовые планки 17 и по двум отвер. стиям - при помощи выдвижных фиксаторов 18. Приспособление снабжено устройством обеспечивающим последовательный ввод фиксаторов при установке детали и их одновременный отвод перед снятием обработанной детали с подъемника. Указанное устройство включает два фиксатора 18, каждый из которых имеет конусносферическую головку 19, размещен в ста кане 20 и приводится соответствующим гидроцилиндром 21 посредством щтокарейки 22, шестерни 23, втулки 24 и штифта 25. , Между втулкой 24 и фиксатором 18 -установлена пружина 26. Фиксаторы снаб жены кулачками 27, взаимодействующим с соответствующими конечными ТвШШюта телями 28, штоковые полости гидровт- линдров 21 подключены к системе гидро привода параллельно поршневые - независимо друг от друга. 72 4 Устройство работает следующим о&разом. Перед загрузкой об рабатываемой детали в приспособлении штыри-опоры 2 подъемника находятся в верхнем положении, а втулкц 24 фиксаторов - в крайнем нижнем. При этом верхние плоскости стаканов 7 устройства для предварительной ориентации детали расположены выше базовых планок 17, а головки 19 фиксаторов 18 выступают над указанными плоскостями стаканов 7 на величину С (фиг. 3). При установке обрабатываемой детали на стаканы 7 устройства для предварительной ориентации фиксаторы 18 утапливаются под действием веса детали, если головки 19 фиксаторов не попали в базовые отверстия детали 3. При этом каждый фиксатор 18 перемещается вниз относительно втулки 24, сжимает пружину 26 и отключает Конечный выключатель 28. Затем деталь, установленную на ста-, канах 7 устройства для предварительной ориентации детали, перемещают в горизонтальной плоскости до совмещения по крайней мере одного из фиксаторов 18 с соответствующим базовым отверстием детали 3, Эта ориентация облегчена благодаря перемещению стаканов 7 относительно штырей-опор 2 посредством тел качения 8о При достаточном сближении .одного из фиксаторов 18 и соответствующего базового отверстия детали 3 фиксатор под действием пружины 26 перемещается вверх на величину С, , и его гчзловка 19 входит в базовое отверстие обрабатываемой детали (фиг. 3). При этом кулачок 27 воздействует на конечный выключатель 28, разрещакмдий включение гидроцилиндра 21. После включения гвдроцилиндра 21 шток-рейка 22 перемещается влево (фиг. 3) и посредством шестерни 23, втулки 24 и щтифта 25 выдвигает фиксатор 18, сжимая пружину 26 и обеспеч вая центр1фование обрабатываемой детали по одному из базовых отверстий. После этого деталь 3 перемещают на устройство Для ее предварительной ориентации вокруг оси введенного фиксатора до совмещения второго фшссатора 18 и соответствующего базового отверстия обрабатываемой детали. Ввод второго фиксатора в базовое отверстие производится аналогично. Ввод обоих фиксаторов 18 в базовые отверстия детали контролируется блоки ровочными конечными выключателями (на чертеже не показаны), включающими опускание штьфей-опор 2 подъемника с обраба.тываемой деталью 3, При этом шток- ейка 13 гидроцилиндра 12 перемешается влево (фиг. 1) И посредством шестерен 14, валов 15 и шестерен 16 перемещает вниз штыри-опоры 2 и распол женную на них обрабатываемую деталь 3 до её установки на базовых планках 17 приспособления. Затем с помощью гидроцилиндров 5 и рычагов 6 производится зажим обрабатываемой детали в приспосо лении. После обработки детали на станке про изводится ее отжим гидроцилиндрами 5 и рычагами 6, отвод одновременно обоих фиксаторов 18 с помощью гидроцилиндров 21. При этом шток-рейка 22 каждого гидроцилиндра перемещается вправо и посредством шестерни 23, втулки 24 и штифта 25 выводит фиксатор 18 из базового отверстия обрабатываемой детали 3. При опускании фиксаторов 18 кулачки 27 воздействуют на соответствующие конечные выключатели 28, разрешающие включение подъема штырей-опор 2 с о рабатываемой деталью 3. При этом шток рейка 13 гидроцилиндра 12 перемещается вправо и посредством шестерен 14, 15 и шестерен 16 перемещает вверх штыри-опоры 2 и расположенную на них обрабатываемую деталь выше уровня базовых планок 17 приспособления После снятия детали 3 с подъемника стаканы 7 под действием пружин 1О возвращаются в среднее положение 7 96 изобретения Ф о р м у л а 1, Приспособление для ориентации и зажима корпусных деталей, в корпусе с горизонтальной базовой поверхностью которого размещены зажимы с приводом от гидроцилиндров, подъемник детали, выполненный в вше нескольких штырей-опор, установленных в корпусе с возможностью вертикального перемещ ния, выдвижные фиксаторы, ловители для направления детали при ее.установке на подъемник и устройство для предварительной ориентации детали, отличаю щ е е с я тем, что, с целью расширения технологических возможностей, устройство для предварительной ориентации детали смонтировано непосредственно на подъемнике и выполнено в виде стаканов, установленных на штырях-спорах с возможностью перемещения в плоскости, параллельной базовой поверхности приспособления и связанных с соответствующими штыр ми-опорами посредством уйругих элементов. 2.Приспособление по п. 1, отличающееся тем, что каждый фик сатор снабжен приводом, выполненным в Ьиде гидроцилиндра, при этом штоковые полости гидроцилиндров подключены к системе гидропривода параллельно, а поршневые - независимо друг от друга, 3.Приспособление по п. 1, отлиающееся тем, что оно снабжено ромежуточными втулками, в которых одвижно установлены подпружиненные иксаторы, связанными со штоками соотетствующих гидрошшиндроВо
« 3 1
..Ш
f6 V Фиг.2
1
17
иг,1 А-А
19
Фиг.Ь
| название | год | авторы | номер документа |
|---|---|---|---|
| ПРИСПОСОБЛЕНИЕ ДЛЯ ОРИЕНТАЦИИ И ЗАЖИМА КОРПУСНЫХ ДЕТАЛЕЙ | 1972 |
|
SU339384A1 |
| Алмазно-расточный станок | 1973 |
|
SU477789A1 |
| Шлицехонинговальный станок | 1981 |
|
SU1044455A1 |
| Станок для сборки деталей запрессовкой | 1991 |
|
SU1819742A1 |
| Линия спутникового типа | 1989 |
|
SU1646798A1 |
| Цанговый патрон | 1980 |
|
SU906644A1 |
| Устройство для ориентации и зажима корпусных деталей | 1988 |
|
SU1648720A1 |
| СПОСОБ СБОРКИ КОЛЕСНО-МОТОРНЫХ БЛОКОВ ЖЕЛЕЗНОДОРОЖНОГО ТРАНСПОРТА | 2011 |
|
RU2476304C1 |
| Способ упрочняюще-чистовой обра-бОТКи и уСТРОйСТВО для ЕгО ОСу-щЕСТВлЕНия | 1979 |
|
SU841936A1 |
| Способ сборки редукторов и устройство для его осуществления | 1990 |
|
SU1754403A1 |