Изобретение относится к деревообрабатывающей промышленности, в частности к оборудованию цехов по производству столярно-строительных изделий и мебели, преимущественно для сборки оконных блоков, филенчатых дверей и других рамочных и каркасных изделий.
Известна вайма, содержащая станину, верхнюю и нижнюю горизонтальные балки, размещенные с возможностью перемещения и фиксации, а также средства прижима заготовок и привод [1].
Недостатками известной ваймы являются низкое качество продукции, сложность настройки и технического обслуживания, неоптимальные компоновка и кинематическая схема.
Известна также вайма, содержащая станину с двумя параллельными стойками, соединенными между собой и снабженными направляющими вертикального перемещения, на которых установлены верхняя и нижняя горизонтальные балки с возможностью перемещения и фиксации, а также средства прижима заготовок, систему управления и привод [2].
Недостатками этой ваймы являются неоптимальные компоновка и кинематическая схема, использование роликов в узлах прижима, ведущее к нарушению ориентации заготовок и снижению качества продукции, а также отсутствие возможности регулировки усилия в вертикальной и горизонтальной плоскостях и настройки положения прижимов, сложность технического обслуживания, недостаточные производительность, безопасность и надежность.
Технической задачей изобретения является создание экономичной, эффективной и серийно пригодной ваймы, а также расширение арсенала сборочного деревообрабатывающего оборудования.
Технический результат, обеспечивающий решение поставленной задачи, заключается в том, что обеспечено оптимальное взаимное расположение и сочетание размеров основных рабочих узлов и силовых элементов, благодаря чему снижена металло- и энергоемкость с одновременным повышением точности и надежности, снижена трудоемкость настройки, регулировки и технического обслуживания, повышены производительность и безопасность эксплуатации.
Сущность изобретения заключается в том, что в вайме гидравлической вертикальной, содержащей станину с двумя параллельными стойками, соединенными между собой и снабженными направляющими вертикального перемещения, на которых установлены верхняя и нижняя горизонтальные балки с возможностью перемещения и фиксации, а также средства прижима заготовок, систему управления и привод, стойки установлены наклонно и снабжены зубчатыми рейками на лицевой стороне, средства прижима заготовок выполнены в виде четырех прижимов, два из которых выполнены фиксируемыми с возможностью перестановки на верхней и нижней балках, а два других - подвижными с возможностью плавного перемещения вдоль верхней и нижней балок, при этом привод выполнен в виде двух вертикальных и двух горизонтальных гидроцилиндров, причем вертикальные гидроцилиндры соединены штоками с верхней балкой и шарнирно закреплены на станине между стойками, горизонтальные гидроцилиндры соединены штоками с подвижными прижимами, один из горизонтальных гидроцилиндров шарнирно закреплен на нижней, а другой - на верхней балке, которая снабжена синхронизатором в виде вала, по краям которого размещены шестерни, установленные на упомянутых зубчатых рейках.
Предпочтительно расстояние между зубчатыми рейками выполнено большим, чем расстояние между штоками вертикальных гидроцилиндров, а стойки станины установлены под углом 75-85o к горизонтальной плоскости, верхняя и нижняя балки снабжены каждая двумя парами базовых планок для перемещения на стойках по направляющим вертикального перемещения и двумя вспомогательными планками, каждая из которых снабжена установленным на кронштейне регулировочным винтом для перемещения в горизонтальном направлении, а каждый фиксируемый прижим выполнен в виде установленной на планках в корпусе подпружиненной кнопки с осью и пальцем для фиксации положения прижима через отверстия в балке, расположенные с интервалом, составляющим одну шестую максимального хода горизонтального гидроцилиндра, при этом вертикальные и горизонтальные гидроцилиндры выполнены с одинаковым максимальным ходом, причем вертикальные гидроцилиндры выполнены с диаметром поршня, составляющим 1,2-1,3 диаметра поршня горизонтальных гидроцилиндров.
Кроме того, вайма снабжена, по меньшей мере, одним световозвращателем и, по меньшей мере, одним оптическим бесконтактным выключателем, установленными на верхней и нижней балках 10, 11, с возможностью срабатывания при прерывании светового потока, проходящего через зону обжимов.
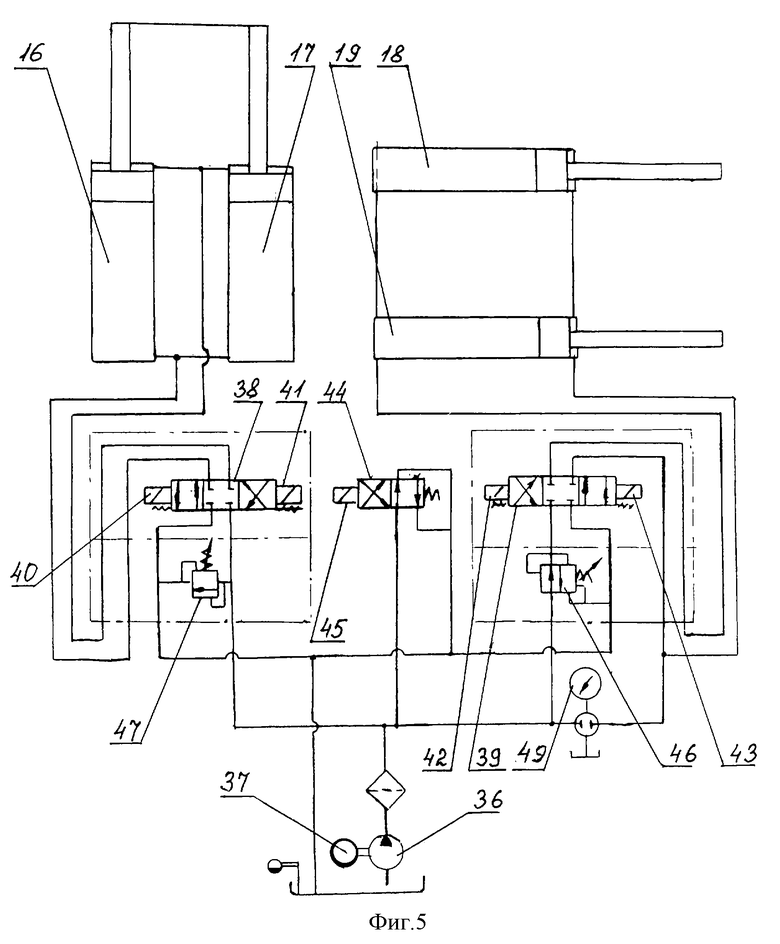
Одновременно вайма снабжена гидросистемой, включающей пластинчатый насос с вертикально установленным приводным электродвигателем, размещенный у задней стороны станины, два трехпозиционных четырехлинейных распределителя, каждый из которых имеет два электромагнита управления, двухпозиционный распределитель, который имеет электромагнит управления, регулируемый редукционный клапан и регулируемый предохранительный клапан, причем предохранительный клапан подключен между напорной и сливной гидролиниями первого трехпозиционного распределителя, две другие гидролинии которого подключены к попарно связанным между собой полостям вертикальных гидроцилиндров, а редукционный клапан установлен в напорной гидролинии второго трехпозиционного распределителя, две гидролинии которого подключены к попарно связанным между собой полостям горизонтальных гидроцилиндров, и связан своей линией управления со сливной гидролинией второго трехпозиционного распределителя, при этом двухпозиционный распределитель одной гидролинией связан с насосом, а двумя - со сливом.
При этом система управления выполнена с возможностью поочередного включения электромагнитов каждого трехпозиционного распределителя, а также блокирования включения электромагнитов распределителей при прерывании светового потока, проходящего через зону обжимов, и блокирования одновременного включения двух электромагнитов одного трехпозиционного распределителя.
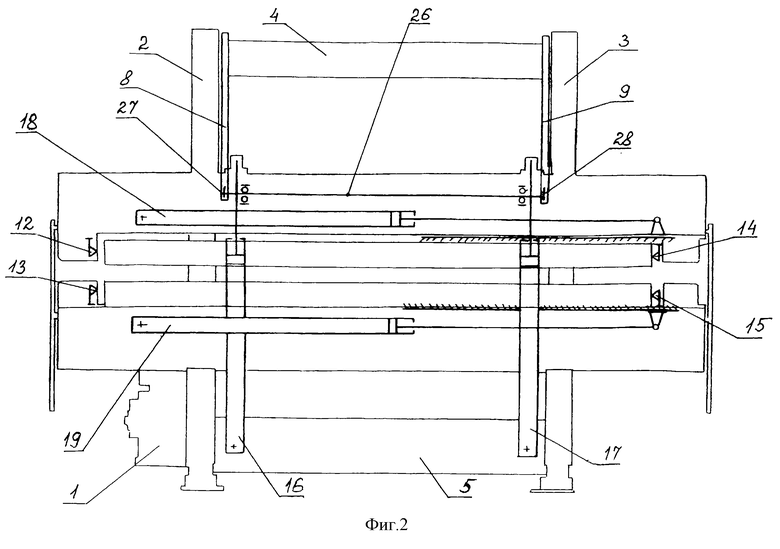
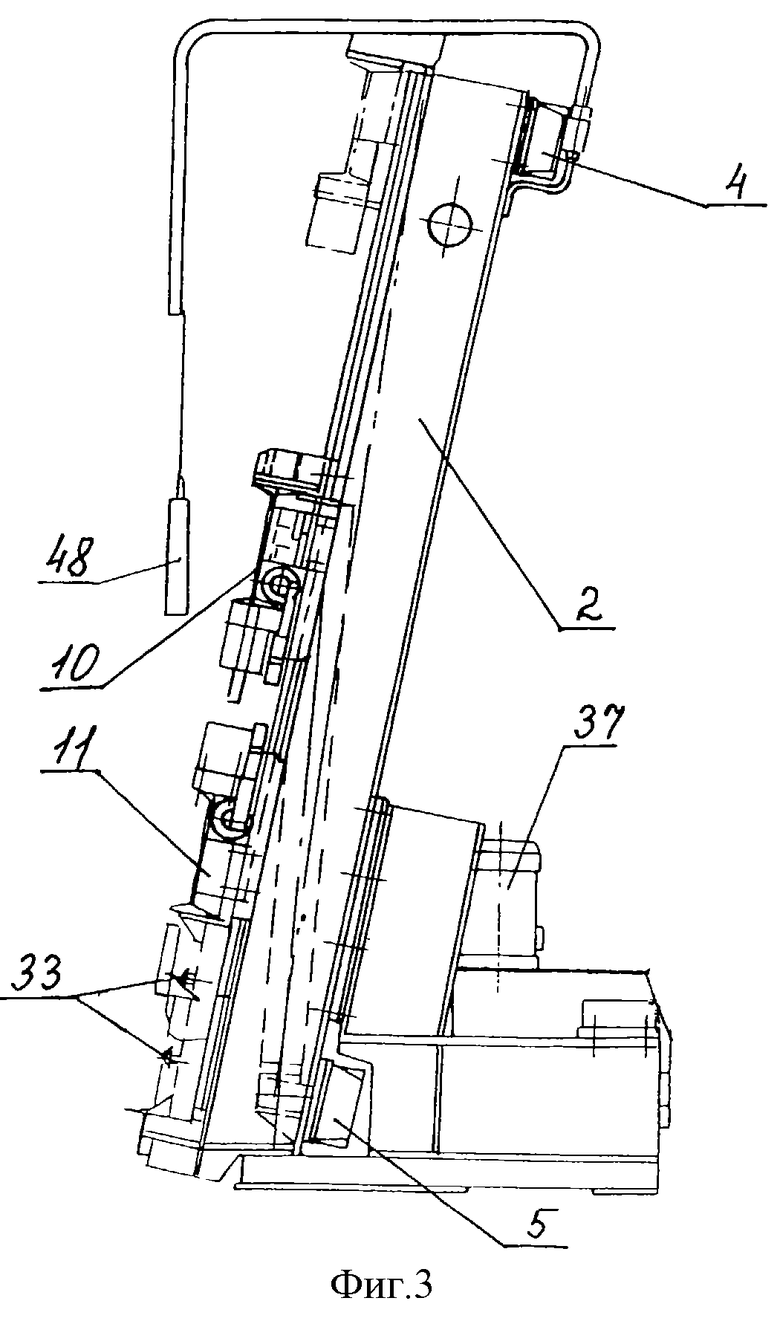
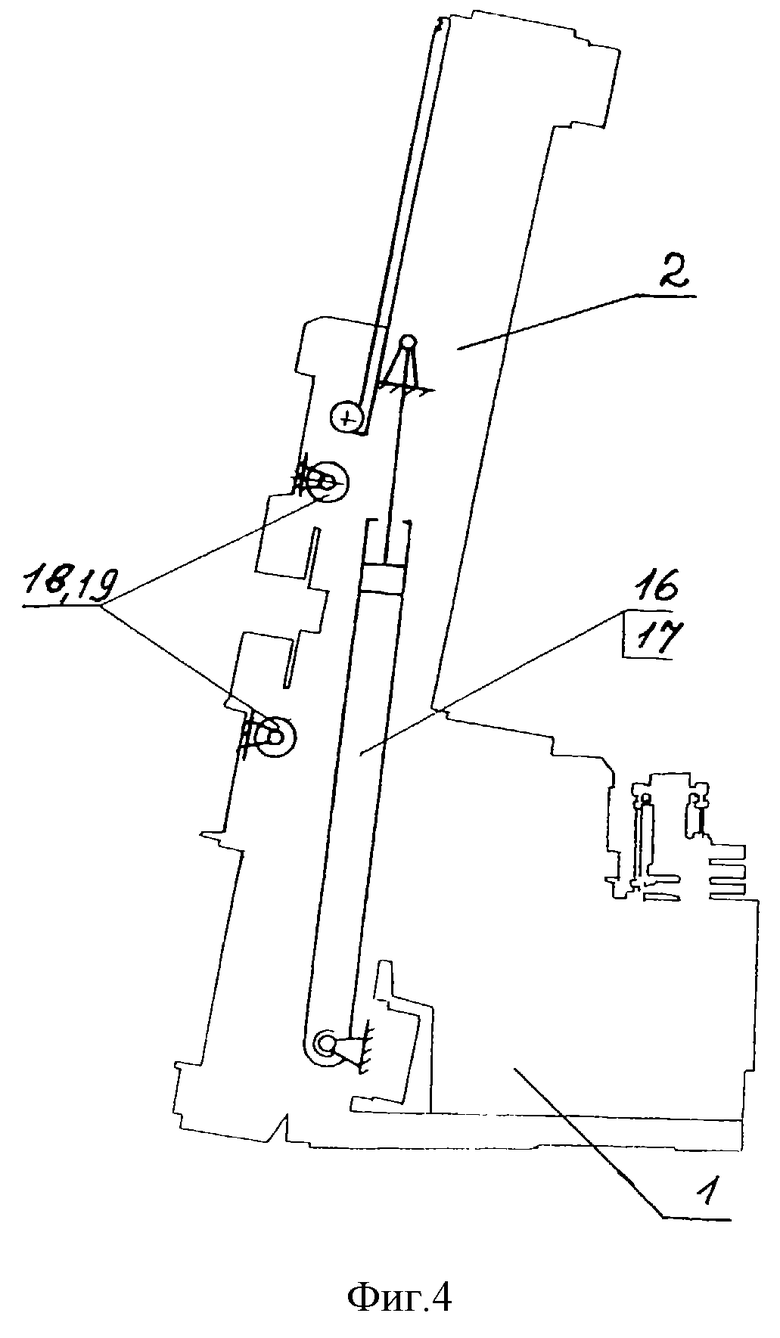
На фиг.1 изображен общий вид ваймы, на фиг.2 - кинематическая схема, на фиг.3 - вид сбоку по фиг.1, на фиг.4 - вид сбоку по фиг.2, на фиг.3 - принципиальная схема гидросистемы, на фиг.6 - фиксируемый упор, на фиг.7 - базовые и вспомогательная планки с одной стороны балки.
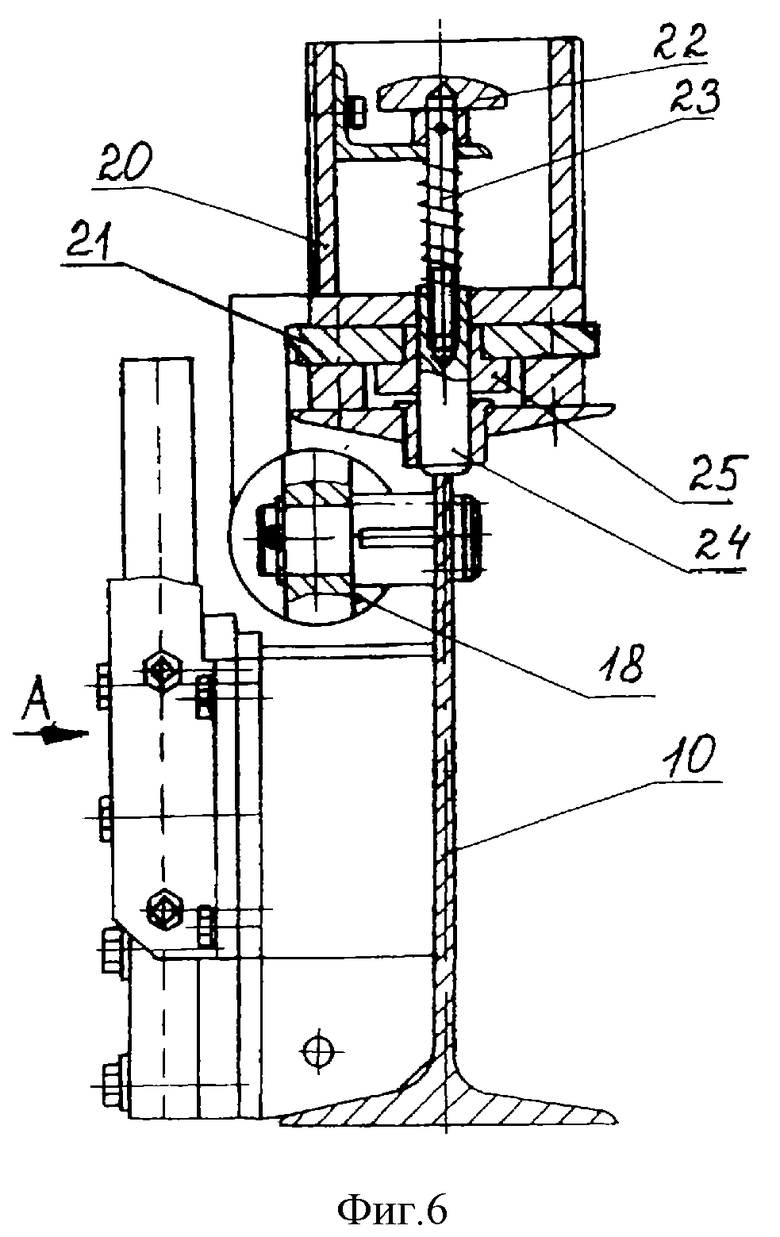
Вайма гидравлическая вертикальная содержит станину 1 с двумя параллельными наклонными стойками 2, 3, соединенными между собой неподвижными балками 4, 5 и снабженными направляющими 6, 7 вертикального перемещения и зубчатыми рейками 8, 9 на лицевой стороне. Верхняя и нижняя горизонтальные балки 10, 11 установлены на направляющих 6, 7 с возможностью перемещения и фиксации. Средства прижима заготовок выполнены в виде четырех прижимов 12, 13, 14, 15. Прижимы 12, 13 выполнены фиксируемыми, т.е. с возможностью перестановки и фиксации на верхней и нижней балках 10, 11 соответственно, а прижимы 14, 15 - с возможностью плавного горизонтального перемещения вдоль верхней и нижней балок 10, 11 соответственно. Вертикальные гидроцилиндры 16, 17 соединены штоками с верхней балкой 10 и шарнирно закреплены на станине 1 между стойками 2, 3 с возможностью поворота в вертикальной плоскости. Горизонтальные гидроцилиндры 18, 19 соединены штоками с подвижными прижимами 14, 15, причем гидроцилиндр 18 шарнирно закреплен на верхней балке 10, а гидроцилиндр 19 - на нижней балке 11. Каждый фиксируемый прижим 12 и 13 выполнен в виде установленной в корпусе 20 на планках 21 подпружиненной кнопки 22 с осью 23 и пальцем 24 для фиксации положения прижима через отверстия 25 в балке 10 или 11, расположенные с интервалом, составляющим одну шестую максимального хода гидроцилиндра 16-19.
Верхняя балка 10 снабжена синхронизатором в виде вала 26, по краям которого размещены шестерни 27, 28, установленные на зубчатых рейках 8, 9 (т.е. введенные в зацепление с зубчатыми рейками 8, 9) станины, расстояние между которыми выполнено большим, чем расстояние между штоками вертикальных гидроцилиндров 16, 17.
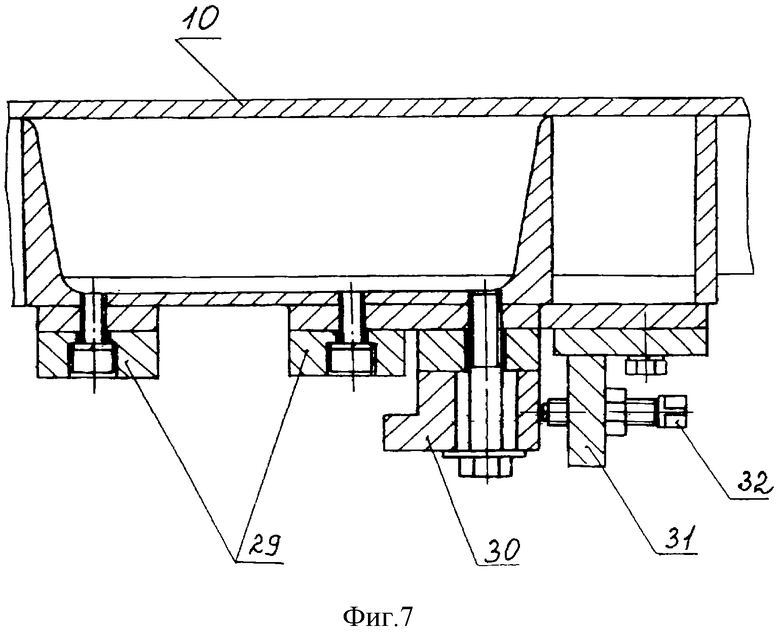
Верхняя и нижняя балки 10, 11 снабжены каждая двумя парами базовых планок 29 для перемещения по направляющим 6, 7 вертикального перемещения и двумя вспомогательными планками 30, каждая из которых снабжена установленным на кронштейне 31 регулировочным винтом 32 для перемещения в горизонтальном направлении.
Стойки 2, 3 станины 1 установлены под углом 75-85o к горизонтальной плоскости, причем каждая из них снабжена установочными винтами 33.
Вайма снабжена, по меньшей мере, одним световозвращателем 34 и, по меньшей мере, одним оптическим бесконтактным выключателем 35, установленными на верхней и нижней балках 10, 11 с возможностью срабатывания при прерывании светового потока, проходящего через зону обжимов.
Вертикальные и горизонтальные цилиндры 16-19 выполнены с одинаковым максимальным ходом, причем вертикальные гидроцилиндры 16, 17 выполнены с диаметром поршня, составляющим 1,2-1,3 диаметра поршня горизонтальных гидроцилиндров 18, 19, например 80 и 63 мм соответственно.
Гидросистема включает в себя пластинчатый насос 36 с вертикально установленным приводным электродвигателем 37, размещенный у задней стороны стоек 2, 3 станины 1, два трехпозиционных четырехлинейных распределителя 38, 39, каждый из которых имеет два электромагнита 40, 41 и 42, 43 управления соответственно, двухпозиционный распределитель 44, который имеет электромагнит 45 управления, регулируемый редукционный клапан 46 и регулируемый предохранительный клапан 47. Электродвигатель 37 имеет число оборотов 1500 об/мин, мощность 2,2 кВт.
Предохранительный клапан 47 подключен между напорной и сливной гидролиниями первого трехпозиционного распределителя 38, две другие гидролинии которого подключены к попарно связанным между собой полостям вертикальных гидроцилиндров 16, 17, а редукционный клапан 46 установлен в напорной гидролинии второго трехпозиционного распределителя 39, две гидролинии которого подключены к попарно связанным между собой полостям горизонтальных гидроцилиндров 18, 19, и связан своей линией управления со сливной гидролинией второго трехпозиционного распределителя 39, при этом двухпозиционный распределитель 44 одной гидролинией связан с насосом 36, двумя - со сливом, а в четвертой установлена заглушка (не обозначена).
Система управления (не изображена) выполнена с возможностью поочередного включения электромагнитов 40-43, 45 каждого распределителя, а также с возможностью блокирования включения электромагнитов 40-43, 45 распределителей 38, 39, 44 при прерывании светового потока, проходящего через зону обжимов, и блокирования одновременного включения двух электромагнитов 40-43 одного из распределителей 38, 39. К системе управления подключен пульт 48 с кнопками, имеющими, например, обозначения: "Пуск", "Стоп", "Вверх", "Вниз", "Вперед", "Назад".
В гидросистеме имеется манометр 49. Верхняя и нижняя балки 10, 11 снабжены каждая ограничителями 50 положения заготовок. Для включения электропитания имеется вводной выключатель 51.
Вайма гидравлическая вертикальная работает следующим образом.
Перед началом обработки заготовок производится настройка и наладка ваймы. Для каждого типоразмера собираемых деталей производится настройка на длину и высоту. Для настройки длины прижимы 12, 13 переставляются по балкам 10, 11. При этом за кнопку 22 подпружиненный палец 24 поднимается вверх, выходя из отверстия 25 в балке (10 или 11), затем передвигается по ней до следующего отверстия и фиксируется опусканием кнопки 22 и пальца 24 в это отверстие. Для настройки высоты временно устанавливаются вспомогательные планки (не изображены), которые обеспечивают перемещение нижней балки 11 с помощью гидроцилиндров 16, 17, например, вниз, до упора, если размер заготовки по высоте превышает 1600 мм. Предварительно с помощью винтов 33 снимаются съемные детали. Винтами 32 осуществляется перемещение планок 30 для установки прижимов 12, 13 в одной вертикальной плоскости.
До начала работы должна быть проведена проверка целостности контактов и величины сопротивления изоляции обмоток электродвигателя 37, которое должно быть не менее 0,5 МОм.
Для настройки усилий гидроцилиндров 16, 17 давление в гидросистеме устанавливается предохранительным клапаном 47, настраиваемым на 2...10 МПа, а для настройки усилий гидроцилиндров 18, 19 - редукционным клапаном 46 на 2.. . 8 МПа. Величина настройки давления и, следовательно, усилий гидроцилиндров 16-19 выбирается в зависимости от площади шиповых соединений собираемого изделия. Контроль давления производится по манометру 49. Электродвигатель 37 насоса 36 включается кнопкой "Пуск".
После предварительной сборки изделия по смазанным клеем шиповым соединениям заготовка устанавливается в рабочую зону между балками 10, 11 и прижимами 12-15 на ограничители 50. С пульта 48 подается команда кнопкой "Вперед" на включение электромагнитов 42, 45 распределителей 39, 44. Рабочая жидкость (минеральное масло) через редукционный клапан 46 и каналы распределителя 39 поступает в штоковые полости гидроцилиндров 18, 19 и вытесняется из их поршневых полостей на слив. Происходит перемещение штоков гидроцилиндров 18, 19 совместно с прижимами 14, 15 и осуществляется обжим горизонтальных шиповых соединений заготовки между прижимами 12, 13 и 14, 15.
После этого кнопка "Вперед" отпускается, электромагнит 42 отключается и распределитель 39 возвращается в среднее положение, при котором полости гидроцилиндров 18, 19 заперты.
С пульта 48 подается команда кнопкой "Вниз" на включение электромагнитов 41, 45 распределителей 38, 44. Рабочая жидкость (минеральное масло) через каналы распределителя 38 поступает в штоковые полости гидроцилиндров 16, 17 и вытесняется из их поршневых полостей на слив. Происходит перемещение штоков гидроцилиндров 18, 19 вниз совместно с балкой 10 и осуществляется обжим вертикальных шиповых соединений заготовки между балками 10, 11. Так как движение гидроцилиндров 16, 17 синхронизировано валом 26 с шестернями 27, 28, находящимися в зацеплении с рейками 8, 9, перекос балки 10 исключен.
После этого отпускаются кнопки обжима изделия и включаются кнопки "Вверх" и "Назад" разжима изделия. Включаются электромагниты 40, 43, 45 распределителей 38, 39, 44. Рабочая жидкость поступает в поршневые и вытесняется из штоковых полостей гидроцилиндров 16-19. Происходит ускоренное перемещение поршней и штоков гидроцилиндров 16-19, а также прижимов 14, 15 и балки 10 в исходное положение или на технологический зазор, обеспечивающий извлечение готового изделия и установку следующей заготовки. В конце хода поршней кнопки пульта 48 управления отпускаются и перемещение всех устройств прекращается. В течение каждой операции системой управления блокируется одновременное включение электромагнитов 40, 41 или 42, 43 одного из распределителей 38, 39 при ошибочном одновременном нажатии кнопок.
Для обеспечения безопасности обслуживания, выключателем 35 контролируется наличие светового потока от световозвращателя 34. В случае попадания руки рабочего в зону обжима световой поток прерывается и по сигналу выключателя 35 система управления блокирует включение электромагнитов 40-43, 45 распределителей 38, 39, 44 при нажатии любой из кнопок пульта 48.
Электродвигатель 37 насоса 36 выключается кнопкой "Стоп" после завершения работы ваймы.
В результате настоящего изобретения разработана экономичная, эффективная и серийно пригодная вайма, а также расширен арсенал сборочного деревообрабатывающего оборудования.
Одновременно расширены функциональные возможности ваймы для обеспечения наиболее востребованных типоразмеров собираемых изделий с длиной 450-3030 мм, высотой 410-2090 мм, толщиной 30-104 мм.
При этом достигнуто оптимальное взаимное расположение и сочетание размеров основных рабочих узлов и силовых элементов, благодаря чему снижены металло- и энергоемкость с одновременным повышением долговечности, точности и надежности, облегчен доступ к рабочим зонам, снижена трудоемкость настройки, регулировки и технического обслуживания, повышены безопасность и степень автоматизации обслуживания, повышена производительность до 60 створок в час при сборке, например, стандартного оконного блока, т.е. суммарная длительность установки, сборки и съема изделия сокращена до 1 мин.
Испытания экспериментального образца модели ВГВ-3, изготовленного ОАО "ВНИИДМАШ", подтверждают получение указанного технического результата.
Источники информации
1. RU, заявка 93015417, опубл. 10.02.1997.
2. RU, заявка 98118088, опубл. 27.06.2000.
| название | год | авторы | номер документа |
|---|---|---|---|
| ПРЕСС ДЛЯ СКЛЕИВАНИЯ БРУСА И ЩИТА | 2002 |
|
RU2205103C1 |
| ПРЕСС СРАЩИВАНИЯ ДРЕВЕСИНЫ ПО ДЛИНЕ | 2001 |
|
RU2181662C1 |
| ПРЕСС СРАЩИВАНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ КЛЕЕНОГО БРУСА | 2001 |
|
RU2180883C1 |
| СТАНОК ШИПОРЕЗНЫЙ | 2002 |
|
RU2200087C1 |
| ДЕРЕВООБРАБАТЫВАЮЩИЙ КОПИРОВАЛЬНО-ФРЕЗЕРНЫЙ ЦЕНТР | 2002 |
|
RU2212998C1 |
| СТАНОК ШИПОРЕЗНЫЙ | 2002 |
|
RU2221693C1 |
| СТАНОК ШЛИФОВАЛЬНЫЙ ШИРОКОЛЕНТОЧНЫЙ | 2001 |
|
RU2182073C1 |
| ДЕРЕВООБРАБАТЫВАЮЩИЙ СТАНОК | 2000 |
|
RU2171742C1 |
| КАМЕРА СУШИЛЬНАЯ ВАКУУМНАЯ | 2002 |
|
RU2215954C1 |
| ОЧИСТНОЙ КОМБАЙН | 2002 |
|
RU2234601C2 |
Изобретение используется в деревообрабатывающей промышленности, в частности для сборки оконных блоков, филенчатых дверей и других рамочных и каркасных изделий. Вайма гидравлическая вертикальная содержит станину с двумя параллельными стойками, снабженными направляющими вертикального перемещения и зубчатыми рейками, верхнюю и нижнюю балки, установленные с возможностью перемещения и фиксации, четыре прижима. Два прижима выполнены с возможностью перестановки и фиксации на верхней и нижней балках, а два других - с возможностью плавного перемещения по направляющим балок. Два вертикальных гидроцилиндра соединены штоками с верхней балкой и шарнирно закреплены на станине. Вайма имеет два соединенных штоками с подвижными прижимами горизонтальных гидроцилиндра, один из которых шарнирно закреплен на верхней, а другой - на нижней балке, гидросистему и систему управления. Верхняя и нижняя балки снабжены световозвращателем и оптическим бесконтактным выключателем. Изобретение позволяет создать экономичную, эффективную и серийно пригодную вайму. 8 з.п.ф-лы, 7 ил.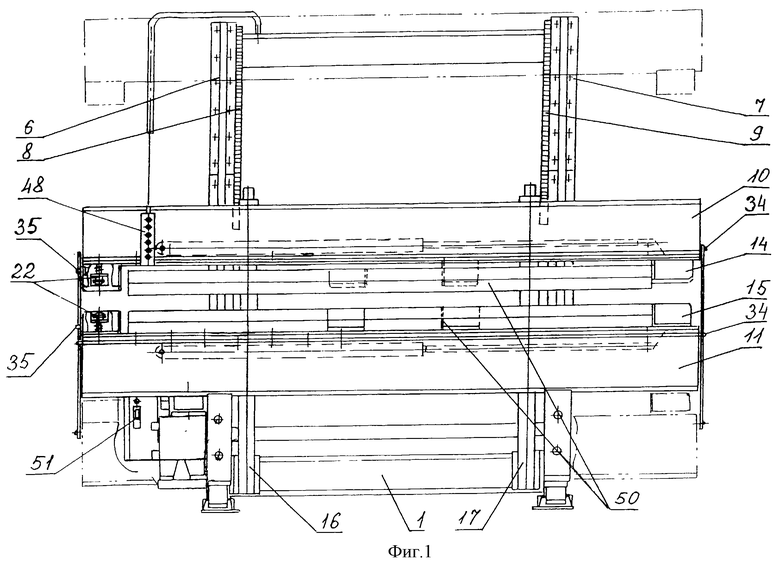
| Вайма для сборки корпусной мебели | 1985 |
|
SU1311935A1 |
| Вайма для сборки деревянных рам | 1977 |
|
SU791540A1 |
| Вайма для сборки деревянных рам | 1986 |
|
SU1386463A1 |
| Вайма для сборки каркасной мебели | 1990 |
|
SU1794661A1 |

