Изобретение относится к области обработки металлов давлением.
Известно устройство для гибки П-образных скоб, содержащее привод, связанный с ним прижим, оиравку, гибочные элементы и механизм фиксации заготовки. Однако это устройство не обеспечивает точного координационного положения заготовки в процессе гибки, а также свободного удаления готовых изделий из зоны гибки.
Целью изобретения является повышение точности изготовления деталей и упрощение удаления их из зоны гибки.
Для этого устройство снабжено ограничителями 1перекоса заготовки, выполненными в виде двух П-образных скоб, связанных с гибочными элементами, представляющими собой ролики, смонтированные на горизонтальных осях, закрепленных в связанном с приводом гибочных элементов корпусе. Механизм фиксации заготовки выполнен в виде подпружиненного штока, связанного через конечный выключатель со стопорным механизмом. Оправка выполнена разъемной в плоскости, перпендикулярной плоскости гибки, и закреплена в разъемной державке.
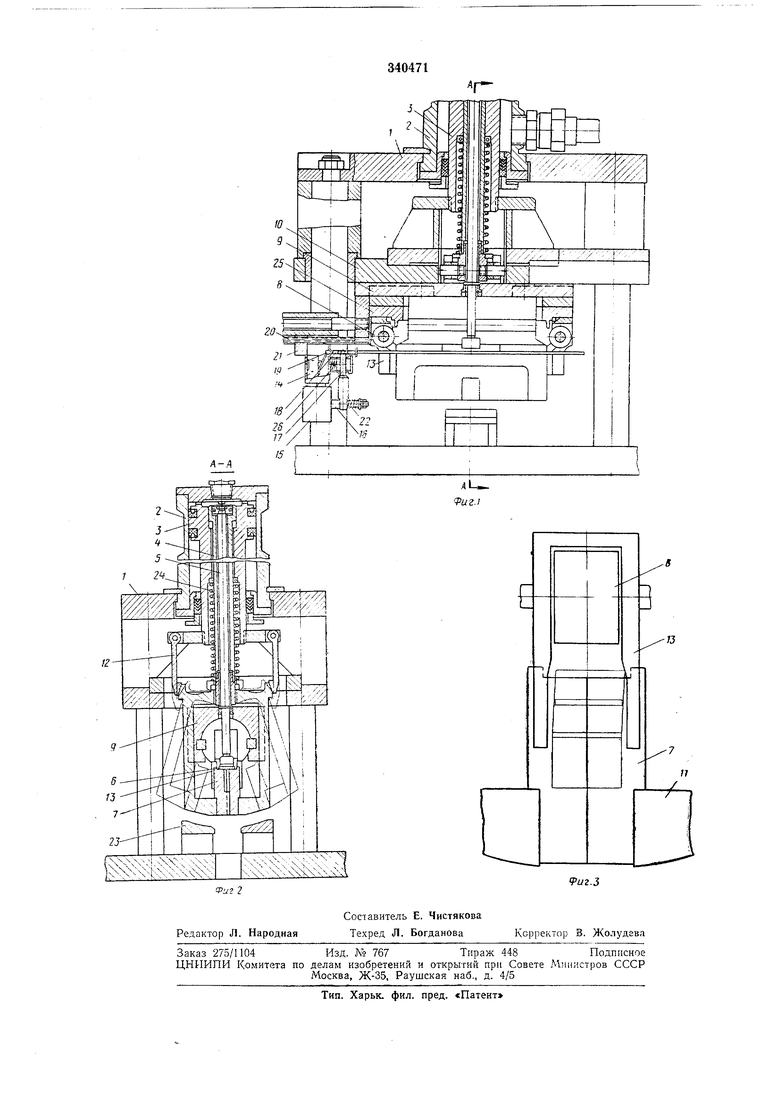
Устройство содержит верхнюю неподвижную плиту /, на которой смонтирован гидроцилиндр 2, служащий приводом устройства я лмеющий полый рабочий шток 3. В последнем
,расположен полый шток 4, содержащий, з свою очередь, шток 5, прижимающую заготовку 6 к оправке 7.
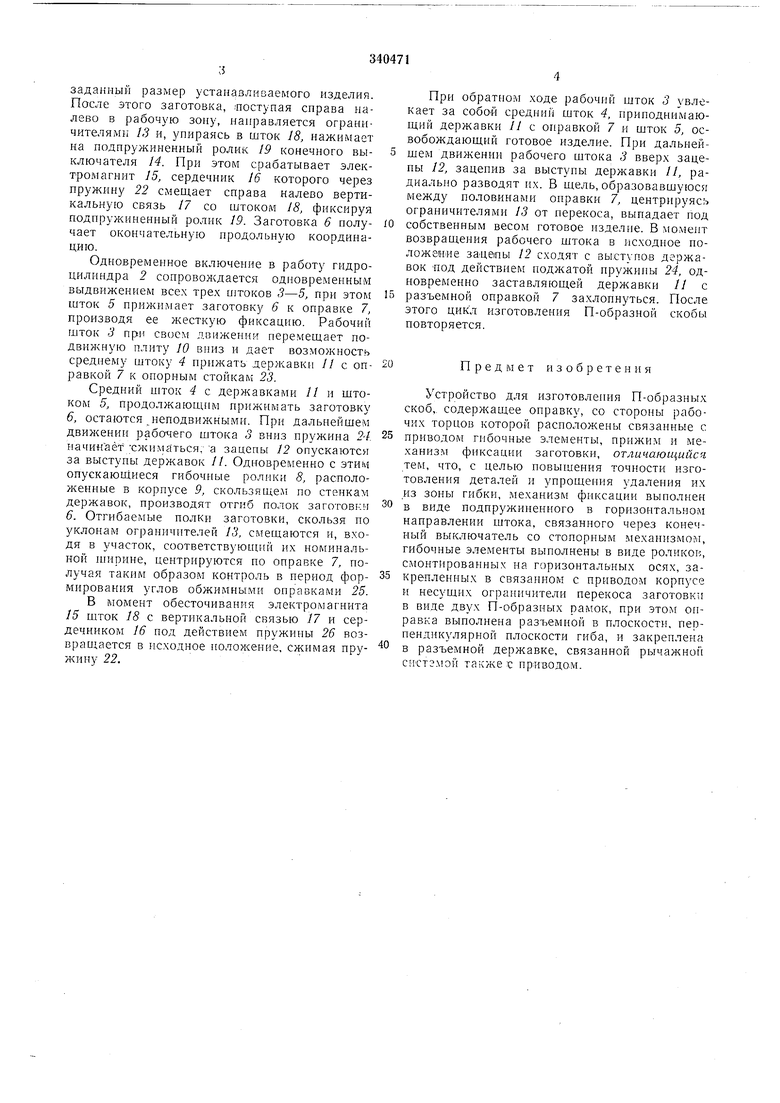
Гибочные элементы выполнены в виде роликов 8, закрепленных з корпусе 9, смонтированном на плите W, связанной с гидроцилиндром 2. Оправка 7 выполнена разъемной из двух половнн, закрепленных на державках 1, шарнирно крепящихся к среднему штоку 4.
Для раскрытия державок // служат связанные с приводом зацепы /2.
В устройстве предусмотрены ограничители 13 перекоса заготовок выполненные в виде двух П-образных скоб н расположенные в корпусе 9 на одной оси с гибочными роликами 5. Кроме того, в устройстве имеется механизм фиксации заготовки, состоящий из конечного, выключателя М, электромагнита 15, сердечник которого 16 соединен вертикальной связью
17 со штоком 18, соприкасающимся с подпружиненным роликом 19 конечного выключателя 14.
заданный размер устанавливаемого изделия. После этого заготовка, /поступая снрава налево в рабочую зону, нанравляется ограничителями 13 и, упираясь в шток 18, нажимает на подпружиненный ролик 19 конечного выключателя 14. При этом срабатывает электромагнит 15, сердечник 16 которого через пружину 22 смещает справа налево вертикальную связь 17 со штоком 18, фиксируя подпружиненный ролик 19. Заготовка 6 получает окончательную продольную координацию.
Одновременное включение в работу гндроцилиндра 2 сопровождается одновре.менным выдвижением всех трех штоков 3-5, при этом шток 5 прижимает заготовку 6 к оправке 7, производя ее жесткую фиксацию. Рабочий шток 3 при своем движении перемещает подвижную плиту 10 вниз и дает возможность среднему штоку 4 ирижать державки 11 с оправкой 7 к опорным стойкам 23.
Средний шток 4 с державками // и штоком 5, продолжающ 1м прижимать заготовку 6, остаются неподвижными. При дальнейшем движении рабочего штока 3 вниз пружина 2-}. начинает сжиматься, а зацепы 12 опускаются за выступы державок //. Одновременно с этим опускающиеся гибочиые ролики 8, расположенные в корпусе 9, скользящем по стенкам державок, производят отгиб полок заготов -:н 6. Отгибаемые полки заготовки, скользя по уклонам ограничителей 3, смещаются и, входя в участок, соответствуюп1нй их номинальной нгирине, центрируются по оправке 7, получая таким образом контроль в период формирования углов обжимными оправками 25.
В момент обесточивания электромагнита 15 шток 18 с вертикальной связью /7 и сердечником 16 под действием пружины 26 возвращается в исходное положение, сжимая пружину 22.
При обратио.м ходе рабочий шток 3 увлекает за собой средний шток 4, приподнимающий державки // с оправкой 7 и шток 5, освобождающий готовое изделие. При дальнейтем движении рабочего штока 3 вверх зацепы 12, зацепив за выступы державки 11, радиально разводят их. В щель, образовавшуюся между половинами оправки 7, центрируясь ограничителями J3 от перекоса, выпадает под собственным весом готовое изделие. В момент возвращения рабочего штока в исходное ноложение заце1пы 12 сходят с выступов державок -под действием поджатой пружины 24, одновременно заставляющей державки // с
разъемной оправкой 7 захлопнуться. После этого цикл изготовления П-образной скобы повторяется.
Предмет изобретения
Устройство для изготовления П-образных скоб,, содержащее оправку, со стороны рабочих торцов которой расположены связанные с
приводом гибочные элементы, прижим и механизм фиксации заготовки, отличающийся тем, что, с целью повышения точности изготовления деталей и упрощепия удалеиия их из зоиы гибки, механизм фиксации выполнен
в виде подпружиненного в горизонтальном направлении штока, связанного через конечный выключатель со стопорным механизмом, гибочные элементы выполнены в виде роликов, смонтированных на горизонтальных осях, закрепленных в связанном с приводом корпусе и несущнх ограничители перекоса заготовки в виде двух П-образных рамок, при этом оправка выполнена разъемной в плоскости, перпендикулярной плоскости гиба, и закреплена в разъемной державке, связанной рычажной сиСтг.мой также х; приводом.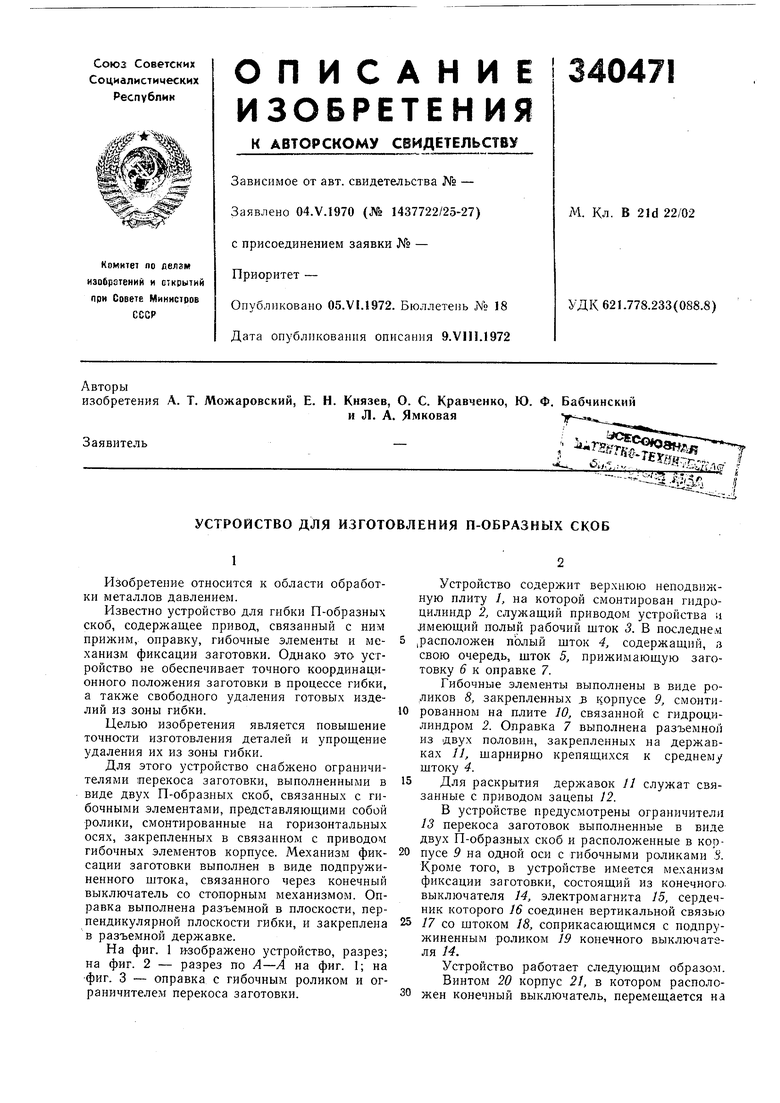
| название | год | авторы | номер документа |
|---|---|---|---|
| Автомат для изготовления двухспиральных пружин с отогнутыми концами | 1985 |
|
SU1294442A1 |
| Универсально-гибочный автомат с приводом от центральной шестерни | 1984 |
|
SU1245381A1 |
| Штамп для гибки деталей,преимущественно,типа восьмерки | 1985 |
|
SU1304960A1 |
| Автомат для изготовления проволочных граблин | 1980 |
|
SU925493A1 |
| Станок для сгибания фигурных изделий | 1981 |
|
SU1028406A1 |
| Автомат для изготовления изделий из проволоки | 1983 |
|
SU1266621A1 |
| Устройство для загибания и вдавливания концов скоб | 1984 |
|
SU1192981A1 |
| Устройство для изготовления двухспиральных пружин | 1980 |
|
SU937090A1 |
| Устройство для гибки труб | 1987 |
|
SU1503931A1 |
| Устройство для изготовления замкнутых строповочных петель из мерного отрезка заготовки | 1990 |
|
SU1787618A1 |