Изобретение относится к области (Производства труб из огнеупорных масс для транспортировки расплавов цветных металлов, например, алюминия к его сплавов.
Известен способ изготовления труб из бетонной массы путем уплотнения ее прессованием, вакуумированием с одновременным отсасыванием воды.
Цель изобретения - повысить прочность изделий.
Достигается это тем, что массу одновременно с прессованием и вакуумированием подвергают двухстороннему вибрированию при прессующем давлении 0,35-0,40 кгс/см, разрежении 720-730 мм рт. ст. и вибрированию продолжительностью 5-7 мин.
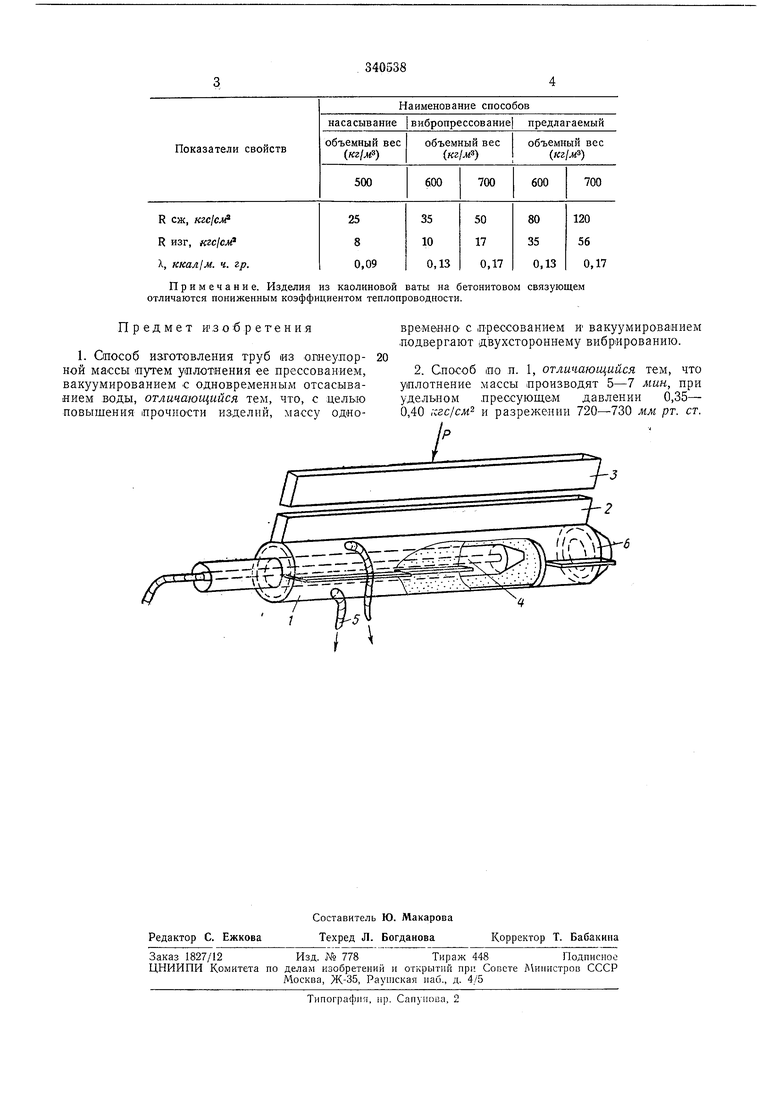
Способ иллюстрируется чертежом.
Формовочную массу укладывают в специальные металлические формы /, установленные горизонтально на виброплощадке. Загрузка производится через верхний люк 2 формы при вибрации, которая обеспечивает достаточно нлотну юкладку массы. После того, как уровень массы достигнет специальной отметки, нанесенной на загрузочном люке, загрузку прекращают; через люк на массу устанавливают оригрузочное устройство 3 (механическое, пневматическое или гидравлическое) и через торцовое отверстие вводят в форму полый сердечйИК, в котором смонтирован игольчатый вибратор 4. Ввод сердечника производят при работе вйбромеханизмов (виброплощадка игольчатого вибратора). Во время введения вибросердечника происходит уплотнение массы. После того, ка.к заостренный коиец сердечника войдет в специальное гнездо, расположенное на другом глухом торце формы, включают вакуум-насос, присоединенный при помощи гофрированного шланга 5 к рубашке формы 6, внутренняя часть которой
имеет перфорацию. Вибропрессвакуумную обработку производят в течение 5-7лын. Затем изделие распалубливают, вынимая сначала сердечник, а затем снимая верхнюю лолуформу. Распалубленное изделие направляют на
дальнейшую обработку, например, сушат и обжигают.
Трубы предлагаемым способом изготавливались из асботермосиликата и из каолиновой
ваты на бентонитовом связующем. Уложенные в формы сырьевой смеси подвергались вибропрессвакуумной обработке, параметры которой были следующими: удельное прессующее усилие 0,37 кгс/см - частота колебаний вибромеханизмов 50 гц; амплитуда колебаний 0,5 мм; разрежение, создаваемое вакуум-насосом 720 мм рт. ст.; время вибропрессвакуумной обработки 6 мин. Ниже приведены показатели свойств :здеПримечание. Изделия из каолиновой ваты на бетонитовом связующем отличаются пониженным коэффициентом тенлопроводности.
Предмет изобретениявременно с .прессованнем w вакуумированием
1. Способ изготовления труб из опнеулор-20
ной массы путем уплотнения ее прессованием,2. Способ оо п. 1, отличающийся тем, что
вакуумированием с одновременным отсасыва-уплотнение массы производят 5-7 мин, при
нием воды, отличающийся тем, что, с дельюудельном .прессующем давлении 0,35-
повышения прочности из.делий, массу одно-0,40 itzcjCM и разрежении 720--730 мм рт. ст.
.подвергают двухстороннему вибрированию.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ СТРОИТЕЛБНЫХ ИЗДЕЛИЙ | 1969 |
|
SU255821A1 |
| Устройство для формования строительных изделий под вакуумом | 1947 |
|
SU79685A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ШЛИФОВАЛЬНОГО КРУГА НА ФЕНОЛЬНОМ СВЯЗУЮЩЕМ | 1992 |
|
RU2117568C1 |
| Способ изготовления трубчатых изделий | 1981 |
|
SU1004113A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЗАГОТОВКИ УДАРОПРОЧНОЙ ПЛАСТИНЫ РЕЖУЩЕЙ НА ОСНОВЕ КУБИЧЕСКОГО НИТРИДА БОРА И УДАРОПРОЧНАЯ ПЛАСТИНА РЕЖУЩАЯ, ИЗГОТОВЛЕННАЯ ЭТИМ СПОСОБОМ | 2004 |
|
RU2284247C2 |
| Способ формования трубчатых изделий | 1984 |
|
SU1242383A1 |
| Способ изготовления бетонных изделий | 1979 |
|
SU856797A1 |
| Способ формования трубчатых изделий | 1978 |
|
SU820176A1 |
| УСТРОЙСТВО для ОПРЕДЕЛЕНИЯ СТРУКТУРЫ ПОРИСТЫХ ТЕЛ | 1968 |
|
SU220617A1 |
| Установка для формования изделий из дисперсных смесей | 1990 |
|
SU1754456A1 |
