Изобретение относится к сварочным устройствам для производства труб с продольным швом на трубозлектросварочных агрегатах с нагревом кромок токами высокой частоты.
Известны сварочные устройства для производства труб с нагревом кромок токами высокой частоты, в которых калибр образован обжимными и кромковыравнивающими роликами, каладый из которых имеет возможность радиального перемещения.
Основным недостатком известных конструкций является то, что при изготовлении труб из двух заготовок они не позволяют в процессе сварки производить совмещение свариваемых кромок без нарушения сварочного калибра, что существенным образом влияет на качество сварки.
Цель изобретения - увеличение точности совмещения свариваемых кромок при изгото.15лении труб :из двух заготовок.
Для этого обжимные и кромковыравнивающие ролики объединены в два симметричных блока, установленных в станине с возможностью перемещения их по направляющим, и в каждом блоке кромковыравнивающие ролики установлены с возможностью поворота в радиальной плоскости калибра относительно осей, параллельных оси свариваемой трубы. Упомянутая ось закреплена на блоках со стороны близлежащих обжимных роликов.
Такое выполнение сварочной клети позволяет создавать необходимое сварочное давление п сохранять калибр при одновременном совмещении свариваемых кромок двух швов, что обеспечивает высокое качество сварки.
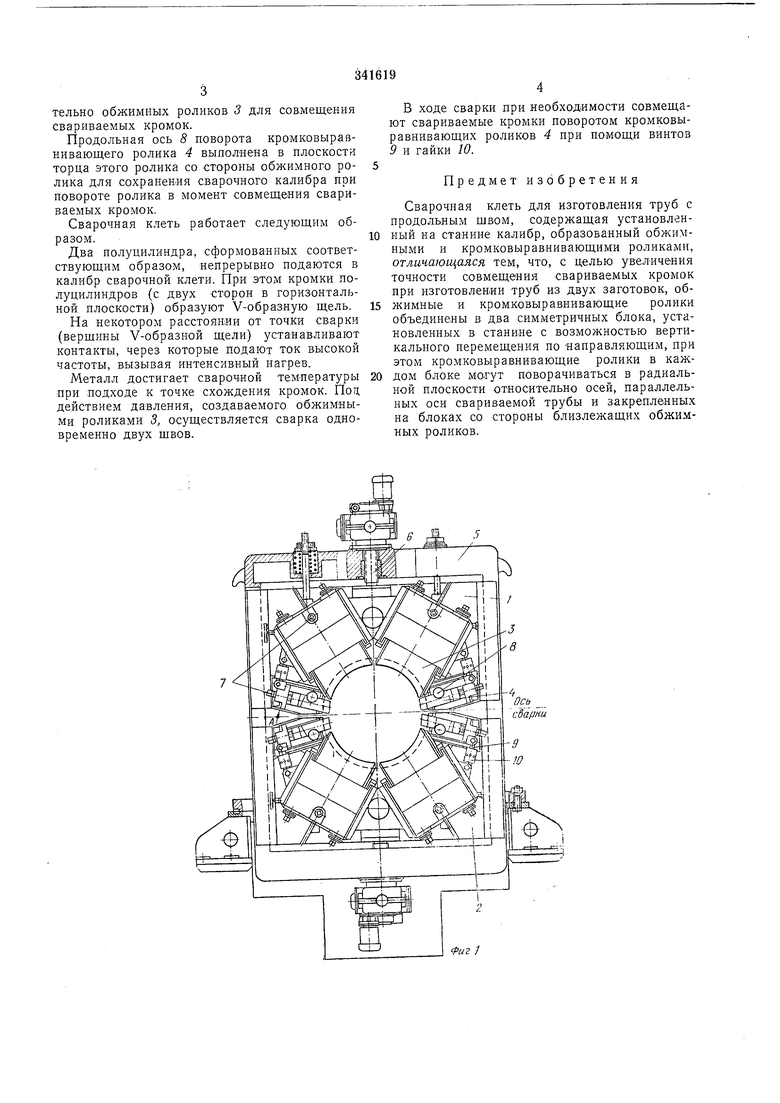
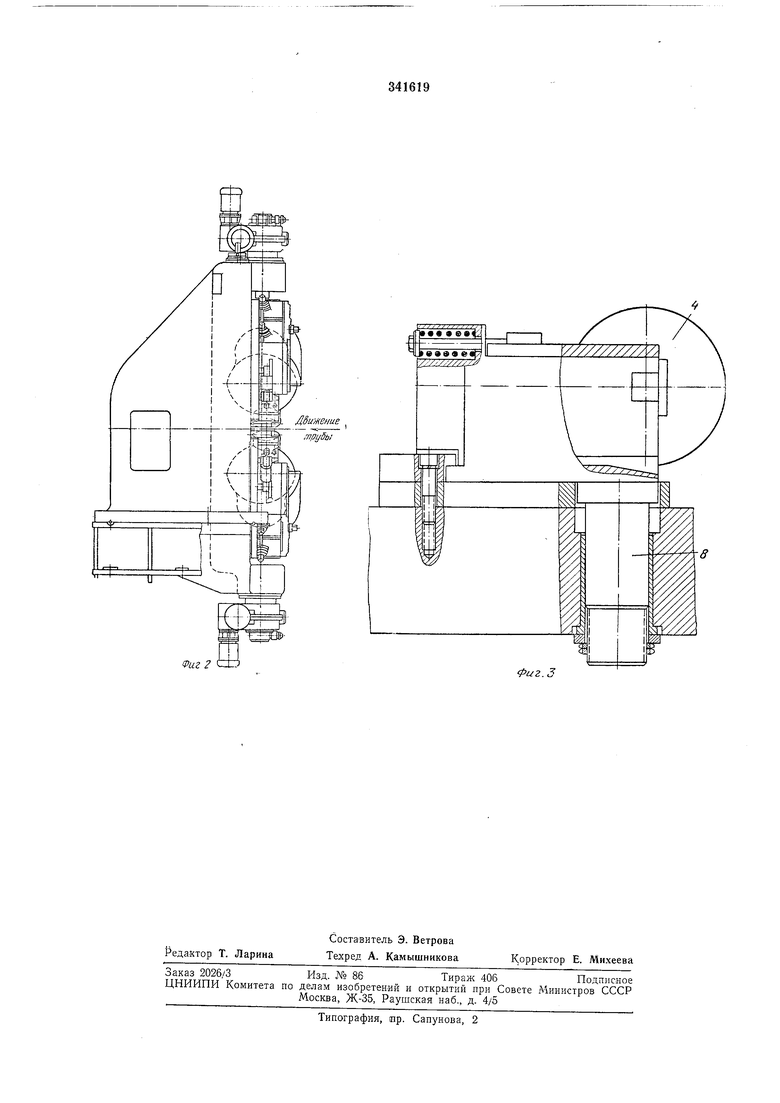
На фиг. 1 изображена предлагаемая сварочная клеть для производства труб, вид спереди; на ф«г. 2 - то же, вид сбоку; на фиг. 3 -
узел кромковыравнивающего ролика, вид по стрелке А.
Предлагаемая сварочная клеть содержит два блока (верхний / и нижний 2). Каждый блок, в свою очередь, состоит из двух обжимных роликов 5 и двух кромковыравнивающих роликов 4, образующих калибр сварочной клети. Оба блока консольно установлены в станиие 5 и могут перемещаться по направляющим станины при помощи нажимных механизмов 6 для создания необходимого сварочного давления.
Обжимные 3 и кромковыравнивающие ролики 4 посредством клинового и винтового механизмов 7 могут перемещаться в радиально.м направлении для настройки калибра сварочной клети.
тельно обжимных роликов 3 для совмещения свариваемых кромок.
Продольная ось 8 поворота кромковыравнивающего ролика 4 выполнена в плоскости торца этого ролика со стороны обжимного ролика для сохранения сварочного калибра при повороте ролика в момент совмещения свариваемых кромок.
Сварочная клеть работает следующим образом.
Два полуцилиндра, сформованных соответствующим образом, непрерывно подаются в калибр сварочной клети. При этом кромки полуцилиндров (с двух сторон в горизонтальной плоскости) образуют V-образную щель.
На некотором расстоянии от точки сварки (вершины V-образной щели) устанавливают контакты, через которые подают ток высокой частоты, вызывая интенсивный нагрев.
Металл достигает сварочной температуры при подходе к точке схождения кромок. Под действием давления, создаваемого обжимными роликами 5 осуществляется сварка одновременно двух швов.
В ходе сварки при необходимости совмещают свариваемые кромки поворотом кромковыравнивающих роликов 4 при помощи винтов 9 и гайки 10.
Предмет изобретения
Сварочная клеть для изготовления труб с продольным швом, содержащая установленный на станине калибр, образованный обжимными и кромковыравнивающими роликами, отличающаяся тем, что, с целью увеличения точности совмещения свариваемых кромок при изготовлении труб из двух заготовок, обжимные и кромковыравнивающие ролики объединены в два симметричных блока, установленных в станине с возможностью вертикального перемещения по направляющим, при этом кромковыравнивающие ролики в каждом блоке могут поворачиваться в радиальной плоскости относительно осей, параллельных оси свариваемой трубы и закрепленных на блоках со стороны близлежащих обжимных роликов.
| название | год | авторы | номер документа |
|---|---|---|---|
| Сварочная клеть для изготовления труб с продольным швом | 1978 |
|
SU673340A2 |
| Сварочная клеть для изготовления труб с продольным швом | 1973 |
|
SU490603A2 |
| СТАН ДЛЯ СБОРКИ И СВАРКИ ПРЯМОШОВНЫХ ТРУБ ИЗ ДВУХ ПОЛУЦИЛИНДРОВ | 2005 |
|
RU2287389C1 |
| Сварочная клеть для изготовления прямошовных труб конечной длины | 1990 |
|
SU1738412A1 |
| УСТРОЙСТВО ДЛЯ СБОРКИ ПОД СВАРКУ ТРУБНЫХ ЗАГОТОВОК ИЗ ДВУХ ПОЛУЦИЛИНДРОВ | 2006 |
|
RU2321484C1 |
| Стан для сборки и сварки прямошовных труб | 2017 |
|
RU2635649C1 |
| Многоклетьевой формовочный стан | 1962 |
|
SU177406A1 |
| Установка для сборки и сварки прямошовных труб | 1982 |
|
SU1156765A1 |
| Сварочная клеть для изготовления труб с продольным швом | 1976 |
|
SU637174A2 |
| Узел крепления внутренней оправки к станине подающей клети трубоэлектросварочного стана | 1980 |
|
SU994070A1 |
:5
движение
,7Ipy5b
Фиг Z
Фиг.З
