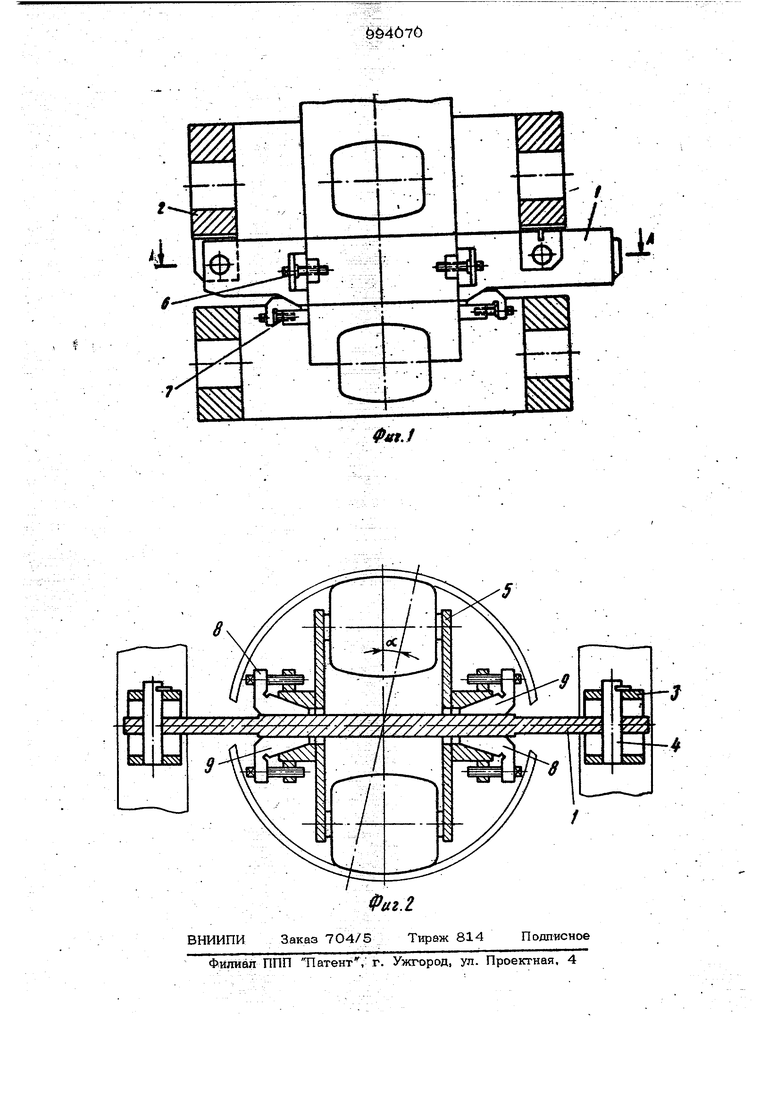
Такое вьтолнение узла крепления внутренней оправки позволяет повысить качество сварного шва труб за счет обеспечения стабильного оложешш стыкосварочных кромок. Жесткое .соединение внутренней оправки с ножом исключает скручивание оправки при движении заготовок и обеспечивает ста бильное положение стыкуемых кромок относитеяь.но сварочной аппаратуры и кромковыравнивающих роликов сварочной клети, в процессе . Возможность вертикал ного перемещения оправки позволяет ей самоустанавливаться при заходе заготовки в стан, исключая за счет этого удары и дополнительные динамические нагрузки в момент захода полуцилиндров в стан, которые могут изменить взаим- ное положение собранных полуцилиндров, что, в свою очередь, будет влиять на качество сварного шва труб. Поперечная и ут-ловая настройка внутренней оправки позволяет обеспечить пра вильное направление собранных полуцилин ров в сварочную клеть., На фи.г. 1 изображен вид в плане узла крепления внутренней оправки; на фиг. 2 разрез А-А на фиг. 1, Нож 1 закреплен на станине подаю5пей клети 2 стана с помощью кронштейнов 3 и направляющих пальцев 4. При этом он име.ет возможность перемещения в вертикальной плоскости по нап равляющим пальцам 4 между щеками кро штейнов 3. Внутренняя оправка 5 жестк связана с ним клиновым механизмом 6 и 7. Посредством клинового механизма 6, состоящего из двух пар клиньев 8 и. 9, осуществляют угловую настройку и последующую фиксацию оправки 5 относительно продольной оси стана, а клиновые механизмы 7 предназначены для поперечной настройки и п.оследующей фиксации оправки относительно оси стана. Устройство работает следующим образом. При изготовлении настроечной партин труб определяют угол разворота оправки и величину смещения ее в направлении, перпендикулярном оси стана, с целью оптимальной установки стыкуемых устройств, расположенных на оправке, и шовообжимакацих валков сварочной клети. Настройку оправки 5 на угол осущес вляют клиновыми механизмами 6 путем попарного затягивания и отпускания клиньев 8 и 9 в зависимости от направления поворота оправки и последующей затяжки всех клиньев для фиксации оправки 5 в данном положении. Цла. поперечной настройки оправки 5 относительно оси стана используют клиноВые механизмы 7. Затягивая один клин отпуская друт.ой в зависимости от направления поперечного перемещения оправки, устанавливают оправку в требуемое положение, а затем, затягивая оба клина, фиксируют ее в данном положении. Для компенсации разнотолщинности стенки задаваемых заготовок, исключения ударов и дополнительных динамических нагрузок во время захода софанных полуцилиндров в стан нож 1, жестко связанный с внутренней оправкой 5, перемешается, в вертикальной плоскости по направляющим пальцам 4 между щек кронштейнов 3. При изготовлении новой партии труб f осуществляют подстройку углового и nonieречного положения оправки относительно оси стана. Предложенный узел крепления внутренней оправки, по сравнению с известными, позволяет повысить качество сварного шва, что уменьшает процент перевода газопроводных труб в пониженные сорта и уменьшает расходный коэффициент металла. Формула изобретения Узел крепления внутренней оправки 1с станине подаюшей клети трубоэлектросварочногб стана, содержащий установленный на оправке направляющий нож, связанный со станиной подающей клети, отличающийся тем, что, с целью повышения качества сварного шва, направляющий нож установлен с возможностью поперечной и утовой настройки относительно оси стана. Источники информации, принятые во внимание при экспертизе 1. Оправка передняя. Чертеж № 1-224553 СВ, Электростальтяжмаш, 1975 (прототип).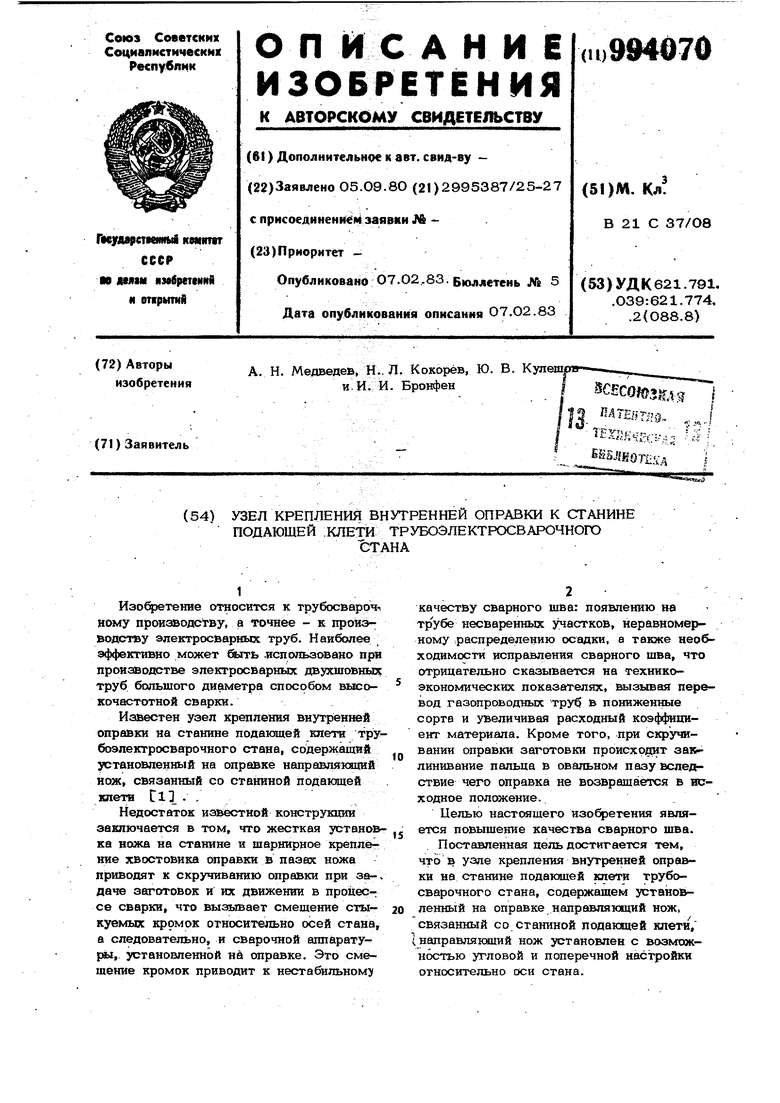
| название | год | авторы | номер документа |
|---|---|---|---|
| СТАН ДЛЯ СБОРКИ И СВАРКИ ПРЯМОШОВНЫХ ТРУБ ИЗ ДВУХ ПОЛУЦИЛИНДРОВ | 2005 |
|
RU2287389C1 |
| Внутренняя оправка трубосварочного стана | 1987 |
|
SU1489869A1 |
| УСТРОЙСТВО ДЛЯ СБОРКИ ПОД СВАРКУ ТРУБНЫХ ЗАГОТОВОК ИЗ ДВУХ ПОЛУЦИЛИНДРОВ | 2006 |
|
RU2321484C1 |
| Клеть трубосварочного стана | 1979 |
|
SU835557A1 |
| Клеть трубоформовочного стана | 1975 |
|
SU579061A1 |
| СТАН ДЛЯ ПРОИЗВОДСТВА СВАРНЫХ ПРЯМОШОВНЫХ ТРУБ | 2012 |
|
RU2504449C1 |
| СТАН ДЛЯ ПРОИЗВОДСТВА СВАРНЫХ ДВУХШОВНЫХ ТРУБ | 2005 |
|
RU2296024C2 |
| Сборочно-сварочный стан для производства труб | 2017 |
|
RU2668237C1 |
| СТАН ДЛЯ СБОРКИ И СВАРКИ ПРЯМОШОВНЫХ ТРУБ | 2006 |
|
RU2344011C2 |
| ПРОФИЛЕГИБОЧНЫЙ СТАН | 2004 |
|
RU2276627C1 |