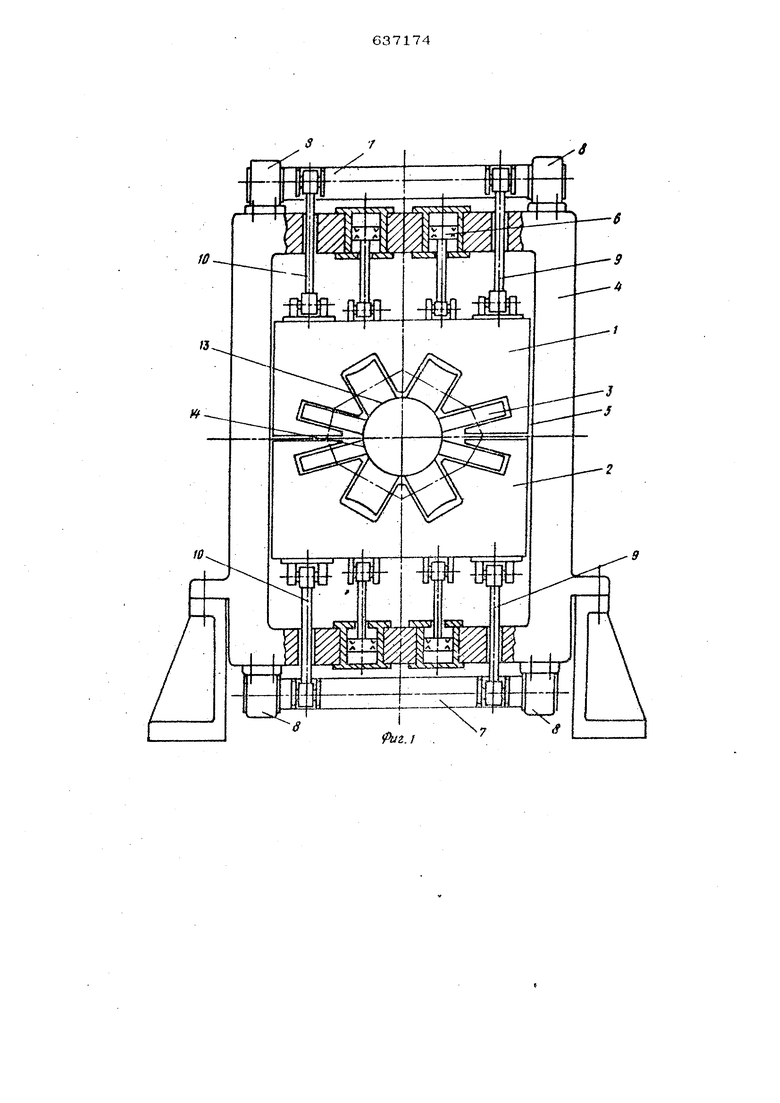
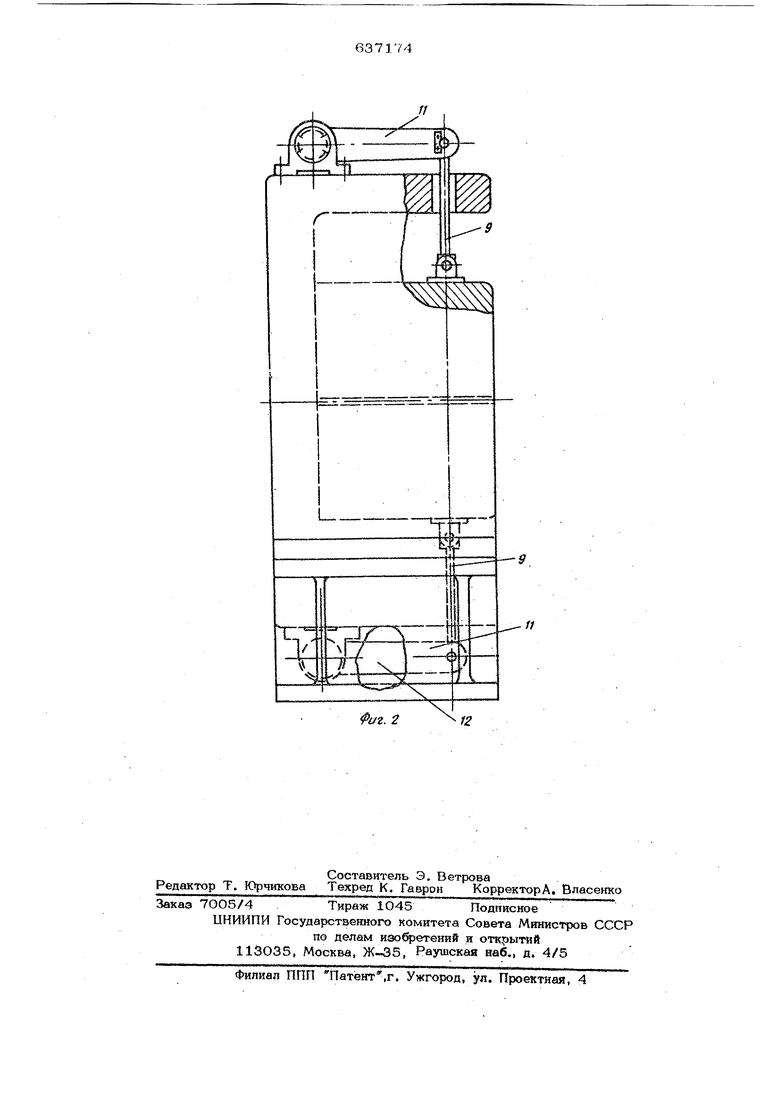
валками 3. Оба блока установлены в станине 4 и могут перемешаться по направ ляюшим 5 прн помощи нвжимньпс механизмов 6 для создания необходимого сварочного давления. Каждый из подвижных блоков оборудован механизмом синхронизации его перем цения, выполненным в виде вала 7, установленного в подшипниках 8 на станине 4 сварочной клети, и двух тяг 9 и 10, шарнирно связанных одними концами с подвижным блоком (1 или 2), а другими с закрепленными на валу 7 рьтчагами 11 и 12 (см.фиг.2)
В исходном положении (заготовок 13 и 14 в сварочной . клети нет) блоки 1 и 2с валками 3 разведены. При этом о.ни занимают такое положение, при кото ром сформованные соответствующим образом полуцилиндрические заготовки 13 и 14, кромки которых нагревают токами высокой частоты до сварочной температу ры, входят в калибр клети.
В момент захвата заготовок валками блоки сближаются при помощи нажимных механизмов 6, создавая необходимое обжатие разогретых кромок. При неравномерном срабатывании нажимных механизмов одна из сторон блоков стремится двигаться в направляющих 5 с опереже- нием относительно другой стороны блоков и через тяги, например 9, и рычаги
11 поворачиваются валы 7. Последние при повороте через рычаги 12 воздействуют на тяги 10, соединенные шарннрно с другой стороной блоков, заставляя 9 совершать движение, синхронное с движением противоположной стороны.
Предлагаемая сварочная клеть по сравненто с имеющимся аналогичным оборудованием путем равномерной осадки ле-вой и правой кромок при сварке позволяе улучшить качество сварки труб. Кроме того, уменьшаются потери времени на ремонт и обслуживание клети.
Формула изобретения
Сварочная клеть для изготовления труб с продольным швом по авт.св. N 341619, отличающаяся тем, что, с целью повышения качества сварки труб путем обеспечения равномерной осадки одновременно обеих пар свариваемых кромок и исключения заклинивания подвижных блоков в направляющих, каждый подвижный блок снабжен механизмом синхронизации, выполненным в виде вала, установленного в подшипниках на станине сварочной клети, и двух тяг, шаргшрио связанных одними концами с подвижным блоком, а друг;ими с закрепленными на валу рычагами.
$%г./
Фиг. 2
| название | год | авторы | номер документа |
|---|---|---|---|
| ТРУБОСВАРОЧНАЯ КЛЕТЬ | 2009 |
|
RU2392076C1 |
| СТАН ДЛЯ СБОРКИ И СВАРКИ ПРЯМОШОВНЫХ ТРУБ ИЗ ДВУХ ПОЛУЦИЛИНДРОВ | 2005 |
|
RU2287389C1 |
| Трехвалковая клеть винтовой прокатки | 1979 |
|
SU780913A1 |
| СТАН ДЛЯ ИЗГОТОВЛЕНИЯ ОРЕБРЕННЫХ ТРУБ ВЫСОКОЧАСТОТНОЙ СВАРКОЙ | 1995 |
|
RU2067922C1 |
| Формовочная клеть трубопрофильного стана | 1981 |
|
SU1098605A1 |
| Сварочная клеть | 1986 |
|
SU1433520A1 |
| Сварочная клеть для изготовления труб с продольным швом | 1978 |
|
SU673340A2 |
| УСТРОЙСТВО ДЛЯ ФОРМОВКИ И СВАРКИ ПРОДОЛЬНЫХ ШВОВ ТРУБ | 2012 |
|
RU2488457C1 |
| СТАН ДЛЯ ПРОИЗВОДСТВА СВАРНЫХ ДВУХШОВНЫХ ТРУБ | 2005 |
|
RU2296024C2 |
| Клеть трубосварочного стана | 1979 |
|
SU835557A1 |