Изобретение относится к технологии электромашиностроения, а именно к оправкам для растяжки и оирессовки полюсных катушек.
Известна оправка для растяжки и опрессоБКи нолюсных катушек длиной менее 1000 мм и шириной менее 300 мм, содержашая ползуны, вставляемые в катушку и раздвигаемые посредством клинового распора в направлении растяжки катушки под действием гидропресса. .
Недостатками известной конструкции оправки является то, что клиновой распор после растяжки катушки имеет запас хода, благодаря чему при оирессовке катушки (при дальнейшем опусканни пресса) клиновой распор продолжает растягивать катушку, что затрудняет получение точных размеров готовой катушки. Кроме того, расклииовка оправки вследствие больших усилий требует дополнительных приспособлений.
Цель изобретения - улучшить качество катушек и опрессовки и увеличить производительность труда.
Это достигается тем, что оправка снабжена основанием с центральным отверстием, а распирающ.ий элемент выполнен в виде подпружиненной стойки, связанной с ползунами посредством кулис и выступаюшей за предеды основания через центральное отверстие
2
под действием пружииы на регулируемое расстояние, определяющее заданную величину растяжки. Изобретение поясняется чертежом, на котором изображена описываемая оправка.
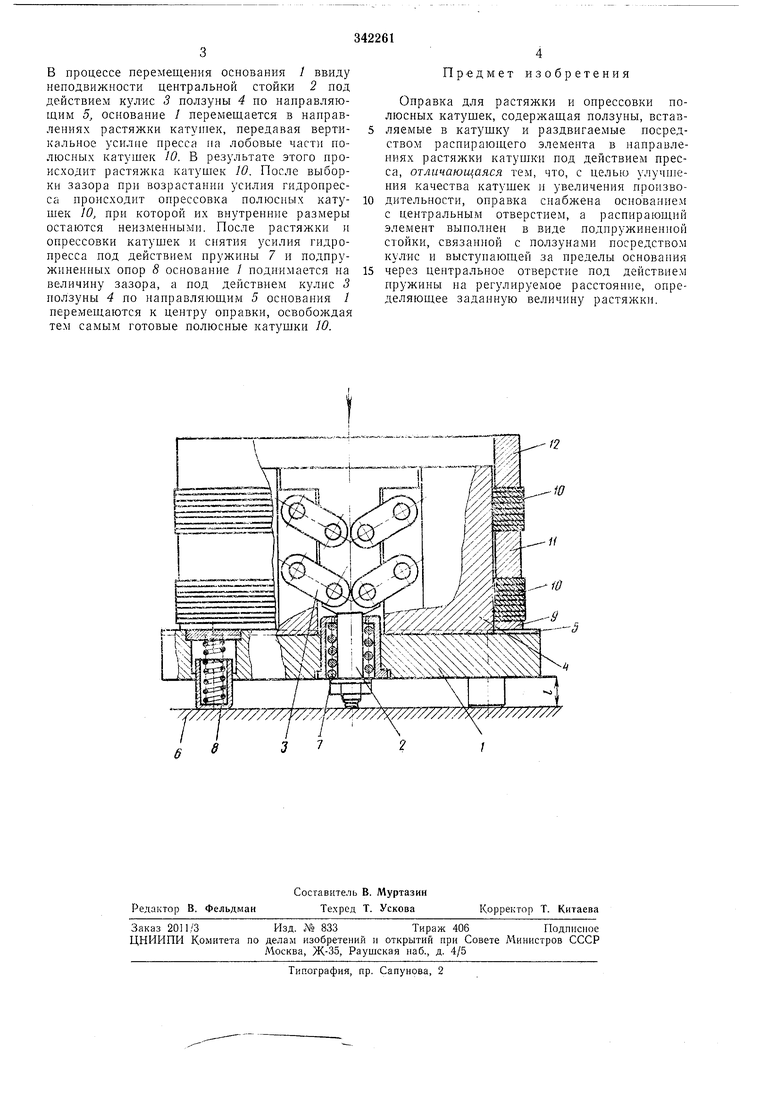
Оправка состоит из основания / с центральным отверстием, стойкн 2, которая посредством четырех пар кулис 3 соединена с подвижныМИ ползунами 4, имеюш,ими возможность перемещаться, вдоль оправки по направляющим 5. Оправка опирается на опорную плиту 6 гидропресса торцом стойки 2, которая под действием пружины 7 находится в. крайнем нижнем положении, и поднружиненными опорами 8. На основание 1 оправки последовательно накидываются опорная шайба 9, катушка W, промежуточная шайба //, катушка 10 и шайба 12, верхняя плоскость которой контактирует при растяжке и опрессовке катушек с верхней плоскостью гидропресса.
Оправка работает следующим образом. Ири движении гидропресса вниз усилие его передается па верхнюю плоскость шайбы 12,
катушку 10, промежуточную шайбу //, катушку 10 и опорную шайбу 9 на основание 1. При этом сжимается пруж-ина 7 центральной стойки 2 и пружины опор 8. Основанне / опускается на величину зазора / до соприкосноВ процессе перемещения основания / ввиду неподвижности центральной стойки 2 под действием кулис 3 ползуны 4 по направляющим 5, основание / перемещается в направлениях растяжки катупшк, передавая вертикальное усилие пресса на лобовые части полюсных катушек 10. В результате этого происходит растяжка катушек 10. После выборки зазора при возрастании усилия гидропресса происходит онрессовка полюсных катушек 10, при которой их внутренние размеры остаются неизменными. После растяжки п оирессовки катушек и снятия усилия гидропресса под действием пружины 7 и подпружиненных оцор 8 основание / поднимается на величину зазора, а под действием кулис 3 ползуны 4 по направляющим 5 основания / перемещаются к центру оправки, освобождая тем самым готовые полюсные катушки 10.
Пр едмет изобретения
Оправка для растяжки и опрессовки полюсных катушек, содержащая ползуны, вставляемые в катушку и раздвигаемые посредством распирающего элемента в направлениях растяжки катушки под действием пресса, отличающаяся тем, что, с целью улучшения качества катушек и увеличения производительности, оправка снабжена основанием с центральным отверстием, а распирающий элемент выполнен в виде подпружиненной стойки, связанной с ползунами посрелТ,ством кулис и выстуиающей за пределы основания через центральное отверстие под действием пружины на регулируемое расстояние, определяющее заданную величину растяжки.
| название | год | авторы | номер документа |
|---|---|---|---|
| Штамп для изготовления кольцевых деталей | 1983 |
|
SU1162543A1 |
| КАТУШКА СПИННИНГОВАЯ | 2014 |
|
RU2575962C1 |
| Устройство для формования жестких катушек электрических машин | 1988 |
|
SU1647781A1 |
| Механическая рука к прессу | 1988 |
|
SU1611755A1 |
| Устройство для дозирования пакетов магнитопроводов | 1986 |
|
SU1381658A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ФАСОННЫХ ПРУЖИН | 1992 |
|
RU2008121C1 |
| Штамп для формовки полых заготовок | 1991 |
|
SU1780902A1 |
| Устройство для дозирования пакетов магнитопроводов | 1990 |
|
SU1734168A1 |
| Штамп для выдавливания удлиненных изделий | 1977 |
|
SU662226A1 |
| Устройство для дозирования пакетов магнитопроводов | 1988 |
|
SU1603492A2 |
i2
%77/ 7 7777/7///)((///////////
21
