Известны калибры клетей трубопрофильного стана для производства труб прямоугольного сечения. Каждый из последних образован валками с ребордами, ручьи которых состоят из участков выпусков, прилегающих к ребордам, дна ручья и дуг скругления. Однако перераспределение обжатий в указанных калибрах, приводит к увеличению давления металла на валки и реборды валков.
Цель изобретения - обеспечить повышение точности геометрических размеров про-фильных труб, увеличить стойкость валков путем обжатия только участков выпусков. Это достигается благодаря тому, что длины дуг дна ручья, хорды которых параллельны горизонтальной оси валка, и дуг скругления в калибрах всех клетей трубопрофильного стана выполнены постоянными.
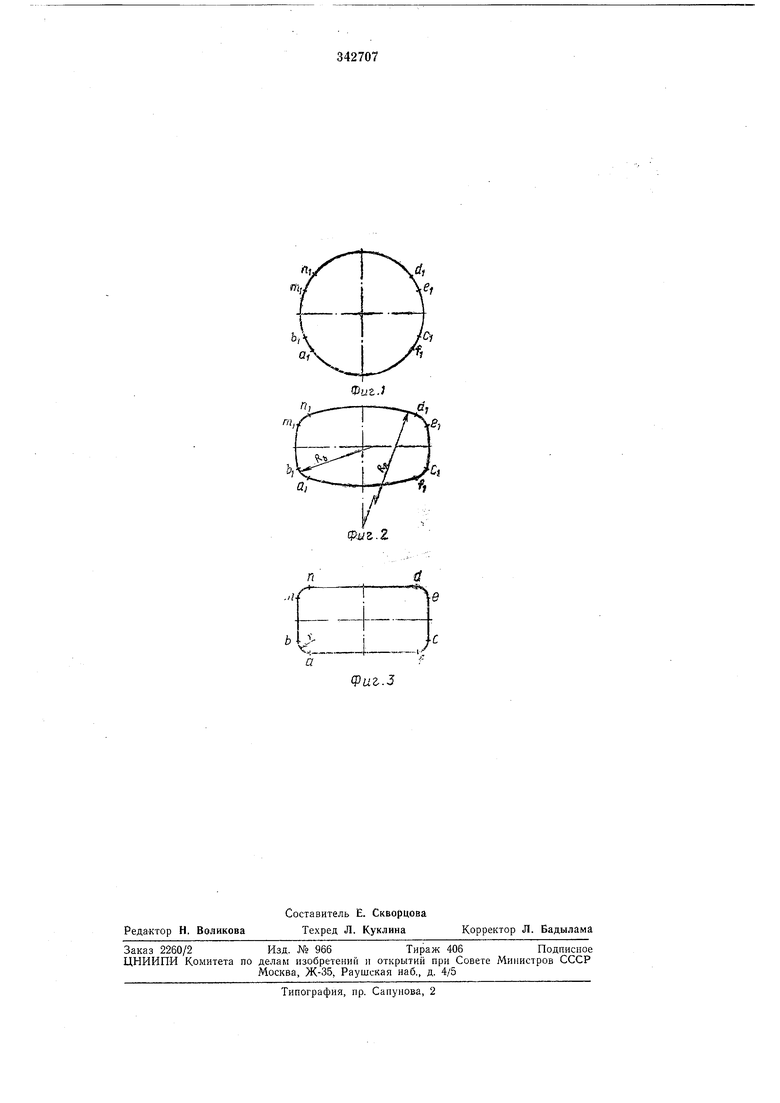
На фиг. 1 показан калибр трубопрофильного стана ДЛЯ трубной заготовки; на фиг.
2- калибр промежуточной клети; на фиг.
3- калибр готового профиля.
Периметр калибра состоит из участков выпусков тЬ и ее, прилегающих к ребордам (не показаны на чертеже), доньев ручья af и nd и дуг скругления т/г, de, cf, ba. Каждый из участков построен своим радиусом: Rb, Rr, г.
распределяют по периметру калибра следующим образом. Так как основная деформация металла в двухвалковом калибре происходит по участка.м профиля тЬ и ее, прилегающим к ребордам, то полученное обжатие ДЛЯ этой клети распределяют только на участки тЬ и ее профиля. В этом случае участки доньев nd и а/ профиля и дуги скругления углов профиля тп, de, fc и ba оставляют без обжатия, т. е. длина их в калибре любой клети остается неизменной.
Это позволяет снизить давление на реборды валков и улучшить качество готового профиля.
Предмет изобретения
Калибры клетей трубопрофильного стана ДЛЯ производства труб прямоугольного сечения, из которых образован валками с ребордами, ручьи которых состоят из участков выпусков, прилегающих к ребордам, дна ручья и дуг скругления, отличающиеся. тем, что, с целью обеспечения повышения
точности геометрических размеров профильпых труб, увеличения стойкости валков путем обжатия ТОЛЬКО участков выпусков, длины дуг дна ручья, хорды которых параллельны горизонтальной оси валка, и дуг скругления
Ui
d,
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ СВАРНЫХ ПРОФИЛЬНЫХ ТРУБ | 2010 |
|
RU2443486C1 |
| Валок для холодной периодической прокатки труб | 1989 |
|
SU1620163A1 |
| УНИВЕРСАЛЬНАЯ КЛЕТЬ СОРТОВОГО ПЛАНЕТАРНОГО ПРОКАТНОГО СТАНА | 2005 |
|
RU2302915C1 |
| Валковый калибр | 1977 |
|
SU799844A1 |
| ОТКРЫТЫЙ ФОРМУЮЩИЙ КАЛИБР ТРУБОЭЛЕКТРОСВАРОЧНОГО СТАНА | 2001 |
|
RU2204452C1 |
| Валок для холодной прокатки труб | 1979 |
|
SU884751A1 |
| Предчистовой двухвалковый калибр для прокатки круглых профилей крупного сечения | 1988 |
|
SU1538937A1 |
| Деформирующий инструмент для пилигримовой прокатки труб | 1983 |
|
SU1122381A1 |
| СИСТЕМА КАЛИБРОВКИ ПЕРВЫХ ДВУХ КЛЕТЕЙ СОРТОПРОКАТНОГО СТАНА | 1992 |
|
RU2070446C1 |
| Валок для периодической прокатки труб | 1981 |
|
SU1066681A1 |
Риг.2
