Из1ве1стна лидия для иалесения покрытий ,на мелкие детали, содержащая ряд ваин, paicположенных но ходу технологического процесса, и механизмы для транспортировки деталей из ванны в другую, овязаниые с nip И1вод;о1Л1 noCip-eaiCTiBOM ,муфт.
Од;на1К10, известная линия «е обеспечивает высокой (производительности.
Целью изо бретения ЯВляется (Повышение 1П(роизВ|ОднтелыН|Ости.
Для этого в предложенной линии мехаиизмы для тралгоп ртировки деталей вы1нол,не1ны в виде параллельных поворотных рычагов с
изогнутым С1В01бОД1НЫ|М КОИЦО-М, об ра:3уЮ;ЩИ,М В
Сбор-е с лодииж.ной штангой зах1ват, причем на нижнем конце штанги установлен ролик, олирающийся на фигу.риую по1верх|но;сть «оиира.
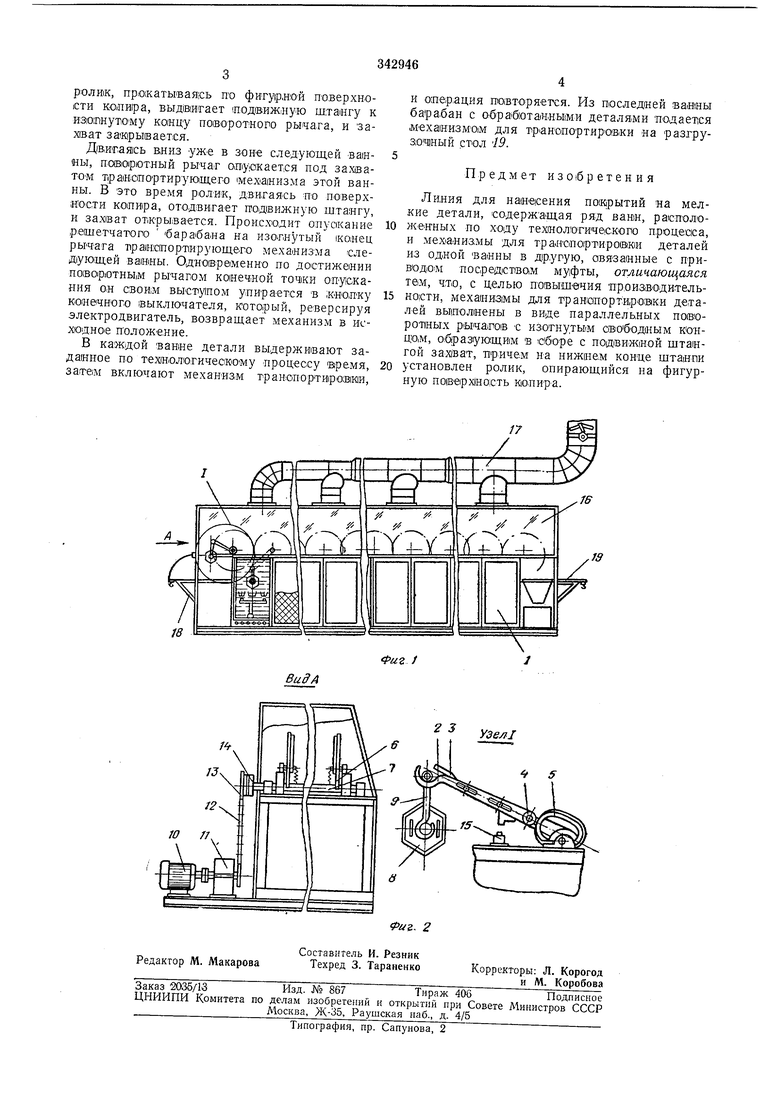
На фиг. 1 показана предложанная линия; «а фиг. 2 - то же, вид по стрелке А и узел I на фиг. 1.
Лкния состоит из ванн /, расположенных по ооду техноло гиче|0кого процесса, и мехаиизMOIB для транспортировки деталей, выполненных в виде параллельных поворотных рычагов 2 с изогнутым свободным концом, образующим в c6oipe с подвижной штангой 3 за.Х1ват, причем на нижнем .конце штамги установлен ролик 4, анираюш.иЙ1ся на фипурную поверхность ко:ни,р-а 5.
что opin опускан.Ии поворотного рычага шта1Нга, притягиваясь пружиной 6, может перемещаться по направлению к валу 7, а при подъеме noBOpOTiHoro рычага - в противопои,тож,ном от вала направлении.
Для деталей, подлежащих обработке, изготовлен решетчатый барабан 8 с подвеской 9, в который они помещаются.
Привод содержит реверсивный элект1род;вигатель 10, редуктор И и ценную передачу 12, огнбающую 3(вездочки 13, каждая из которых связана с механламом для транспортир овки деталей через электромагнит1Н1ую муфту 14, причем реверсирова,пие привода ооуществлается через конечный выключатель 15, кинематически авяза-вный с поворот1НЫ|М . Для отвода вредных испарений Кожух 16 снабжен вытяжной вентиляцией 17. В начале линяй см онтированы прием1ный стол 18, а в конце - разгрузочный стол 19 для укладки на них решетчатых барабанов.
Оксидируемые детали, помещенные в решетчатый барабан, устанавливают на приемный стол 18, от1ку|да они зах;вагываются механиз1мо.м для транспортировки деталей.
Захват деталей происходит следующим образом.
| название | год | авторы | номер документа |
|---|---|---|---|
| Автомат для хромирования элементов пильной цепи | 1979 |
|
SU859487A1 |
| Транспортно-технологический ротор | 1988 |
|
SU1586795A1 |
| УСТРОЙСТВО ДЛЯ ВЫГРУЗКИ и ЗАКАЛКИ ИЗДЕЛИЙ | 1969 |
|
SU234436A1 |
| Линия для сборки узлов | 1989 |
|
SU1722771A1 |
| Автомат для жидкостной обработки | 1982 |
|
SU1041603A1 |
| УСТАНОВКА ДЛЯ ОБРАБОТКИ ПОВЕРХНОСТИ КОМПЛЕКТУЮЩИХ ДЕТАЛЕЙ ПУТЕМ ПОГРУЖЕНИЯ В ОБРАБАТЫВАЮЩУЮ ЖИДКОСТЬ | 2007 |
|
RU2415203C2 |
| Магнитный дефектоскоп | 1972 |
|
SU447604A1 |
| Устройство для закалки деталей | 1980 |
|
SU933744A1 |
| ШЛИФОВАЛЬНЫЙ СТАНОК С МНОЖЕСТВОМ ПАРАЛЛЕЛЬНЫХ АБРАЗИВНЫХ ЛЕНТ ДЛЯ ОДНОВРЕМЕННОГО ШЛИФОВАНИЯ ПОВЕРХНОСТЕЙ ОБРАБАТЫВАЕМЫХ ДЕТАЛЕЙ | 1993 |
|
RU2116880C1 |
| Линия для изготовления деревянных клееных конструкций | 1975 |
|
SU528200A1 |
